表的内容
水下焊接研讨会-报告及ppt下载
内衣焊接介绍
水下焊接是水下制造工程的重要工具。1946年,ËœVander Willingen ' â "②在荷兰研制出了特殊的防水电极。近年来,海上构筑物的数量包括石油钻井平台、管道、平台正在大量安装。水下焊接是一种在水下进行的焊接。
在水下焊接时,焊机周围的环境是潮湿的。并使用一般为潮湿环境定制的焊接设备使用水下技术是高压外壳焊接,湿法水下焊接,高压水射流焊接,
其他焊接过程:摩擦焊、电阻焊、电弧焊、氩弧焊焊接,mig焊,氧乙炔焊,电子束焊,激光梁焊接,以及焊工作业的主要风险水下焊接是潜在的触电,和在电弧中产生氢和氧混合物的可能性有三种主要的方法执行水下焊。一种是建一个围栏,一个坑,在修理的地方周围抽走所有的水:就是这么多准备好正常焊接的条件,在空气中,虽然地方可能在海平面以下。另一种水下焊接方法包括准备一个外壳,以充满气体(氦气)下面高压(高压)把水推回去,然后让焊机,配有呼吸面罩等防护设备,焊接相当通常不在水里,但在压力下。第三个是湿的水下焊接法,在这种方法中,不需要尝试使水干透焊接的位置。相反,电弧的能量会产生一个气泡使金属熔化和结合的混合气体发生得更多不太常见的是,使用特殊覆盖的电极来避免太多氢在焊缝中被吸收。熟练的焊工也必须是潜水员,配备了水下焊接,所有额外的设备和焊工必须使用的保护装置。还有一种较少使用的方法水下焊接的特点是一个特殊的火炬,喷射一个锥形高压水,其中保护气体在压力下在焊接过程中,使焊接位置与水绝缘。
分类
水下焊接可分为:
我湿的焊接。
2干焊接
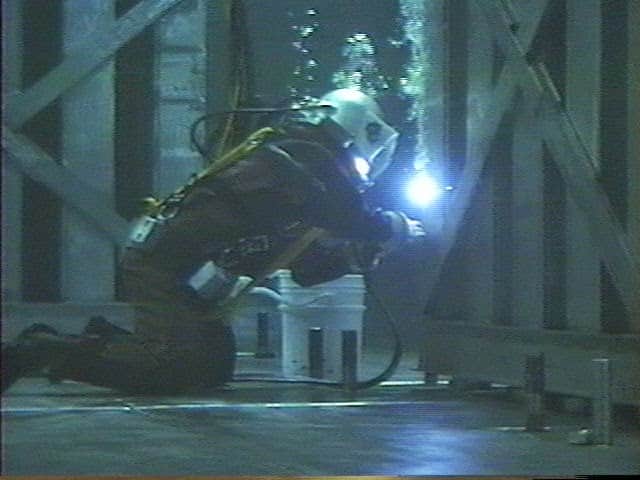
1)湿焊接
- 海洋结构物修复关键技术
- 焊接是在直接暴露于潮湿环境的水下进行的
- 行动自由的增加使行动更加有效、高效和经济
- 电源通过电缆或软管连接到焊机/驱动器
- 电缆和软管必须完全绝缘,以防发生触电事故
- MMA(手工金属弧焊)焊接是海上平台修理中常用的工艺。
操作原理
- 工件连接到直流电源的正极,电极连接到负极
- 电路的两部分放在一起,然后稍微分开
- 电流在间隙中产生,并引起持续的火花将裸金属熔化形成熔池电极熔体提供保护气体。
- 电弧在焊剂覆盖层内部形成的腔内燃烧,即设计的燃烧速度比金属管到电极的速度慢
优势
- 通用性强,成本低。
- 比干焊成本低。
- 它执行的速度
- 没有围栏,所以没有时间浪费在建筑上。
缺点
- 焊缝金属被周围的水快速淬火。
- 在水下工作的焊工操作电弧受到限制。
- 氢脆导致裂纹。
- 因水质污染能见度低。
2)干焊接
- 在焊接区域附近创建一个腔室,焊工在腔室内工作。
- 它生产高质量的焊接接头。
- 气体-钨极电弧焊工艺主要应用于管道工程
- 气体保护焊是这种焊接的最佳工艺。
进一步发展的范围
- 高压氧焊接已经被广泛地建立和研究。
- 正在进行深度为500至1000米的焊接研究。
- thor1 (Tig高压氧轨道机器人)是潜水员表演的地方管件,将轨道和轨道头安装在管道和支座上过程是自动的。
应用程序
- 开发海洋资源的近海建设
- 因碰撞、意外事故造成的临时修理工作
- 打捞沉没在海中的船只
- 船舶修理和保养
- 建造超出现有码头容量的大型船舶
结论
可供选择的方法包括夹紧和灌浆修补是否会对海上结构带来无法接受的高负荷)和在接头上使用螺栓法兰是不必要的,也是必要的并不总是令人满意的。
下载:
更多的资源/文章






