表的内容
废旧钣金型材气切机的设计
摘要
全球竞争和技术进步正迫使制造商、设计师和工程师定期创新新的产品制造技术,以减少产品制造成本和时间。当代的制造商可以选择最佳的技术或工艺来适应他们的制造环境。型材切割是一种使用焊枪切割钢和其他不同厚度的金属(有时是其他材料)的过程。在此过程中,气体从喷嘴高速喷出;与此同时,由于气体从喷嘴到被切割的表面,在金属表面形成电弧,将部分气体变成型材。本文对气割机所需的各种部件进行了设计,并对计算结果进行了解释。
介绍
电磁钣金型材气切机是车间的重要设备。实际上车间的许多金属切割操作都需要气割。这台机器的目的是减少工人的努力所需的气割操作,也减少操作所需的时间。该项目旨在开发一种用于小型车间/行业的钣金型材的气割机,其成本要低于市场上现有的机器。
问题陈述
在钣金工业中,需要切割出不同的型材以获得所需的形状。以前这是由工作者手动完成的,这有以下缺点。
- 这个过程非常耗时,导致了工作的搁置。
- 由于工作的重复,这个过程给工人带来了厌倦和疲劳。
- 气体焊枪在循环过程中难以手动实现连续流动。
- 自动型材切割机的成本比较高。
- 这种类型的机器重量很大。
为了消除上述人工测试的局限性,有必要开发机制。
目标
本课题是为研究利用气割过程进行平滑切割的型材气割机而开发的,主要目的如下
- 研究型钢气割参数对低碳钢性能的影响。
- 探讨气割、电机示踪、模板、喷管、喷枪的最佳组合。
- 以减少生成概要文件所需的时间。
- 达到所需的表面光洁度。
研究的范围
本机主要适用于小型车间和半熟练工人。它还有助于降低工人受伤的风险。
- 本课题重点研究了剖面气割的切割参数优化。
- 切割材料为AISI 1018的低碳钢。
气割原理
在气体切割时,首先用含氧燃料的火焰将金属预热到点火温度。当达到必要的温度时,就打开氧气,将纯氧流施加在加热的金属上。这点燃了铁或钢,并开始切割。当铁或钢被加热到1600ºF的温度时,如果与氧气接触就会燃烧。燃料流量通过使用火炬燃料阀和预热氧气流量由阀控制在切割附件的一边。切割氧气射流由安装在附件顶部的杠杆上的压力控制。氧气到两预热氧阀和切割氧杠杆阀是通过火炬氧阀提供的,这是在切割操作期间打开的。
工作
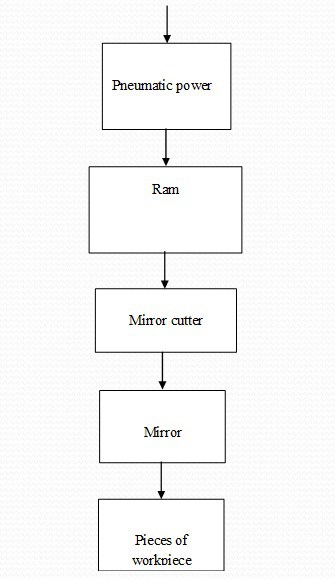
型材气割机是为高产量而制造的一种精密、优质、勤劳的气形切割机。结构紧凑,操作简单;该机擅长于重复工作,连续产生的火焰根据钢模板精确切割所需形状。一个强大的磁性滚轮平滑地引导切割炬围绕任何形状,切割厚达4英寸的钢板。这台机器提供了所有方便的功能,更昂贵的模型,所有的可靠性和效率需要我们的应用。跟踪辊由电磁线圈或永磁体磁化,并由电动机驱动,沿着几乎任何形状的钢模板边缘引导切割炬切割所需的型材。scr控制确保工作台无级变速,平稳运行。推力球轴承用于旋转关节提供自由和无摩擦运动的手臂。高效的齿轮齿条系统设计,保证了刀具的平稳和方便的移动。图为工程二维设计。

结果和讨论
随着型材切割机的发展,对不同的模板形状和材料厚度进行了研究。随着被切割板材厚度的增加,其切割速度降低。结果表明:待切割板料厚度增加,氧气压力呈线性增加,而液化石油气压力保持不变。生产的型材表面光洁度达到了预期的水平。
结论
在过去的几十年里,人类不断地试图获得越来越多的舒适。随着对美学和经济的日益关注,人们试图开发越来越多的改良技术。因此,对于他可能做过的任何事情,以及对目前制造的东西的经验,总是有更多的空间。而是作为工程师,拥有思考和计划的能力。但由于时间的限制,也由于资金的不足,我们只在报告中加入了以下未来的修改。
- 厚度增加,加工所需时间也增加。
- 获得的表面光洁度好。
- 制造后不需要表面光洁度。
- 所需时间比人工气切割少。
下载:http://data.conferenceworld.in/GSMCOE/P340-346.pdf