目录
成型机气动加工时间的缩短
提要
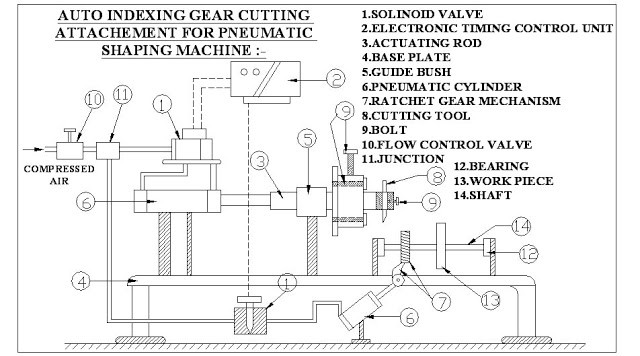
成型机用于使用单点刀具加工单个工件,因此不能用于高生产率。该项目还打算使用成型机进行高产。因此,设计了一个小型骨架结构,以证明在成型机中减少了加工时间。
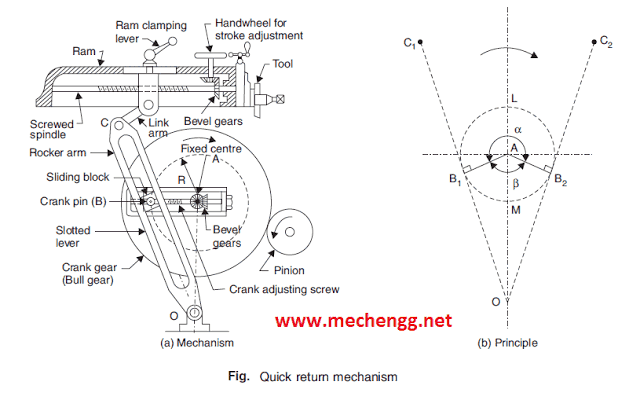
成型机在返回运动期间有一个空转冲程。本项目采用空行程作为切割行程,从而提高生产率。这可以通过添加带工具的阀瓣盒来实现,这样刀架上的布置就有一个单独夹在阀瓣盒上的工具。与向前冲程相比,此冲程对于作业而言是一个粗糙的切割冲程。带有控制附件的气动动力源用于驱动柱塞或气缸活塞,以获得向前和回击。通过这种安排,工件的加工时间比传统机器缩短了一半。

气动系统使用加压气体来传输和控制功率,顾名思义,气动系统通常使用空气作为流体介质,因为空气是一种安全、低成本且容易获得的流体。这是一种特别安全的环境,电火花可能会点燃系统部件的泄漏。
考虑使用气动系统代替液压系统有几个原因液体比气体具有更大的惯性。因此,在液压系统中
油的重量是一个潜在的问题。
利用气动控制系统设计和开发工业自动化/半自动化物料处理系统,用于低成本自动化。
优势
- 缩短加工时间
- 实现了快速响应
- 结构简单
- 易于维护和维修
- 与其他机器相比,该装置的成本更低
- 没有因过载而引起的火灾危险问题
- 相对而言,操作成本较低
- 前进和后退冲程的速度是不同的
- 无需停止即可连续运行
局限性
- 工作时,压缩空气会产生噪音,因此可能需要安装消音器
被使用。 - 无法获得高扭矩
- 这个单元的承载能力不是很高