表的内容
螺柱弧焊|紧固件焊接-优点及应用
螺柱焊是一种类似于闪光焊的技术,将紧固件或特殊成形的螺母焊接到另一个金属部件上,通常是母材或基板。紧固件可以采取不同的形式,但通常分为螺纹,非螺纹或丝锥。螺栓可以自动送入点焊机。焊接螺母通常有一个带小突起的法兰,可熔化形成焊缝。焊接螺柱用于螺柱焊接系统。

螺柱焊接是一个完整的一步紧固系统,使用称为焊接螺柱的紧固件。焊接螺柱有多种设计,螺纹的,无螺纹的,丝锥的,等等,尺寸和形状适用于广泛的应用。螺柱焊接又称螺柱焊接“拉长弧形焊接”它通过电弧加热将螺柱和另一块金属连接在一起。该螺柱通常通过使用该螺柱作为电极之一而连接到平板上。螺柱焊接中使用的极性取决于所使用的金属类型。例如,焊接铝通常需要直流正极(DCEP)。焊接钢需要直流负极(DCEN)。
螺柱焊接使用称为套圈的磁通量,将产生热量的陶瓷环,防止氧化和保留焊接区中的熔融金属。在焊缝完成后,套圈关闭了紧固件。这种缺乏损坏紧固件的侧面是区分螺柱焊接与其他紧固工艺的不同之处。
螺柱焊接设备
螺柱焊接所需的设备由以下组成:
- 直流电源
- 一个控制器
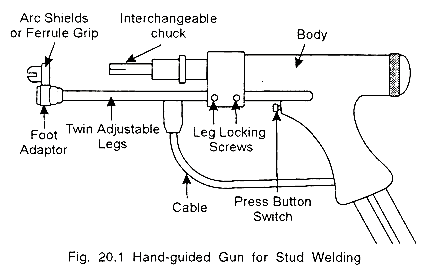
- 焊接枪
- 用于将系统部件和母材绑扎在一起的电缆
在大多数系统中,电源和控制器作为一个组成部分被称为“焊机”。
一种称为电容器放电螺柱焊接的螺柱焊接与常规螺柱焊接的不同之处是电容器放电焊接不需要焊剂。焊接时间短,使焊缝结合时氧化少,不需要集中热量。它还允许小直径螺柱焊接到薄,轻的材料。这个过程使用来自电容器的直流电弧。该工艺的焊接时间在1 ~ 6毫秒之间。采用最新设备的电容放电螺柱焊接,可以在极薄的金属表面形成无烧蚀的焊缝。CD螺柱焊接通常用于直径较小的螺柱和销钉,以及非标准材料和精度。另一方面,电弧螺柱焊接主要用于结构目的和大直径焊接螺柱。
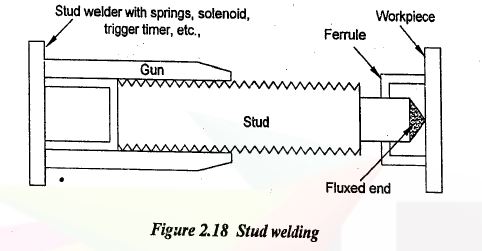
螺柱焊接工艺
螺柱焊接是一种过程,通过将两个部件加热到弧形,金属螺柱通过弧形加热到金属工件的过程。将螺柱焊接与其他紧固工艺区分开的关键因素是,紧固件在不损坏另一侧的情况下连接到工件上。

电弧螺柱焊接方法为各种应用提供了高度可靠的紧固。这种方法允许几乎任何尺寸或配置的金属螺柱快速焊接到工件,同时提供最大的焊接渗透和可靠性。
电弧螺柱焊接允许在厚度为0.048″(1.2 mm)的贱金属上进行强、单边焊接。它能在0.06秒内完成焊接。
电弧螺柱焊接利用直流电源来创建电弧,螺柱焊接工具,金属紧固件,以及在某些情况下,套圈。有三种常见的弧形焊接技术:
- 拉拔弧螺柱焊
- 短弧螺柱焊
- 气弧螺柱焊
螺柱焊接的好处
螺柱焊接与其他连接工艺相比有许多优点:
- 它很快。焊接3/4“紧固件将花费不到一秒钟。
- 它是单侧的。这意味着不需要进入工件的另一侧。
- 它是安全的。与用于焊接螺栓的外围焊接不同,螺柱焊缝是全横截面焊缝。这意味着紧固件的全面焊接到位,提供强大无忧的焊缝。
- 它在美容上很出众。作为单面扣件,没有扣件附着的指示。
- 它是焊接的,不会像压进紧固件一样自由工作
- 安装不需要特殊的技能和很少的培训。