镦锻对焊|图、优点及应用
沮丧对接焊
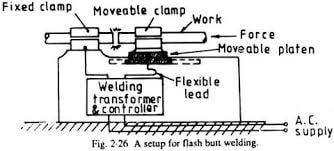
翻焊时,应将工件边缘清理干净,并使之平整。如图所示,将需要焊接的部件夹在铜钳中。颚部充当电极。两个工件的边缘准备和对接在一起。零件之间可能有间隙,但应保证不产生电弧。然后,当电流流过爪的接触点时,爪被放在一起形成一个固体接触,形成一个高电阻的区域。在这一点上,施加的压力倾覆或锻造零件在一起。
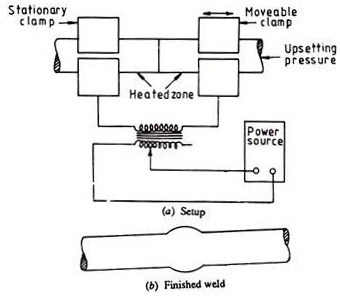
逆焊(UW)/电阻对接焊是一种焊接技术,通过电阻获得的热量,通过这些表面接触的区域,在整个对接表面或逐渐沿着一个接头产生合并。在加热开始前施加压力,并在整个加热期间保持压力。镦粗焊接用的设备与闪焊用的设备非常相似。只有当要焊接的部件的横截面积相等时才能使用。相邻的表面必须非常仔细地准备,以提供适当的加热。与闪焊不同的是,零件被夹在焊机中,并施加力使它们紧密地结合在一起。然后,高安培电流通过接头,加热相邻的表面。当它们被加热到合适的锻造温度时,施加镦粗力并停止电流。在相邻表面工作的高温加上高压导致了聚结的发生。冷却后,力被释放,焊接完成。
镦锻对接焊优点:
1.镦锻对接焊更适用于熔焊难焊接的多种合金的焊接。由于母材在焊接时不会熔化,所以这种金属保持母材的特性。
3.由于保持了热加工结构,焊接接头强度更大。
4.复合材料的引入和母材上二次材料的掺入几乎是微乎其微的。
5.与常规电阻焊相比,镦锻焊接主要适用于制造非常大的结构。
镦锻对接焊的应用:
1.该工艺主要用于焊接截面较小的有色金属材料,如棒材、棒材、线材、管材等。
2.加厚焊接用于胶囊、小容器和容器的闭合,
3、适用于钢轨焊接。