冲击焊接|优点和缺点
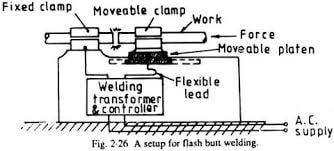
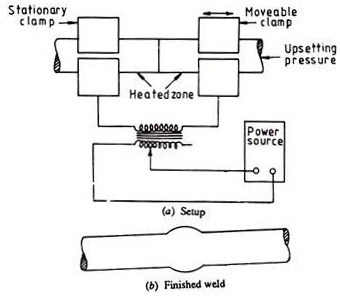
它是一种电阻对接焊接工艺。焊接件夹在焊机的铜钳口内,一个钳口固定,另一个钳口活动。可活动的夹子受到一个沉重的弹簧的压力。颚的作用是
电极。大电流连接到工件上。现在,可移动的夹子被迅速松开,它以高速向前移动。当两部分相距约1.6 mm时,突然放电的电能被释放,从而在两个表面之间产生强烈的电弧。在0.1秒内,两部分结合在一起的冲击力使电弧熄灭。焊缝处没有翻板或闪光现象。这种方法主要用于连接不同的金属。这种方法仅限于150 ~ 300 mm2的小面积。
焊接能量,E = 1/2 CV2
在哪里
能量,单位为瓦秒(焦耳)
C =电容,单位为法拉
V =电压。

关节所需的能量取决于以下因素。
(i)接缝横截面积
工作金属或金属的性质
金属在工件上熔化的深度。
冲击焊优点:
1.所涉及的时间周期非常短。
2.电弧短限制熔化和加热。
3.热处理和冷加工的材料可以焊接而不需要退火。
4.不需要填充金属。
5.界面处无铸造组织产生。
6.充电速率低且可控。
7.它能容忍焊接表面的一些污染。
8.异种金属和铜与钢的焊接是可能的。
9.这些焊机焊接钳口磨损寿命长,焊接脉冲电流小。
10.用这种方法可以焊接钨、钼等高熔点金属。
冲击焊接的局限性:
1.焊接过程仅限于对接接头。
2.总面积有限。
3.类似的金属通常可以用其他方法更经济地结合起来。
4.这种工艺通常仅限于连接一般认为不可焊接的不同金属。
5.焊接通常比电阻焊更脏,也更不光滑。
6.采用电弧焊启动焊头时,必须将启动焊头切到工件上。
7.工件必须无油或污垢。