Turret punch – Construction and Working Of Turret Punch presses
钣金冲压压机介绍:
一般打孔,并压制工作,是一种非常适合批量生产的过程。然而,机器和工作特定的新闻工具的初始工具成本高。这限制了用于大量小体积和原型工作的打孔工作。塔楼冲床是解决这一成本的一种方式。塔楼冲孔的工具使用大量标准冲床工具:不同尺寸,直边,常用的凹口或安装孔的孔。通过使用大量的笔触,又用几种不同的工具又转动,炮塔压力机可以制作各种各样的部件,而无需首先为该任务制造专门的新闻工具。这可以节省时间和金钱,允许快速原型设计或用于低批量生产,开始没有工具延迟。
穿孔中使用的压力机与其他新闻工作操作中使用的压力机相同。打开的后隙框架压力机的固定直立,固定倾斜或可纵向类型是常见的。股票可以从侧面进料,从压架上的干扰最小,并且部件可以通过操作员或
ejected out the back by gravity or air jets.
可调节床或喇叭压机用于管道中的孔和绘制或形成的壳体和盒子的侧面。可调节床和间隙框架压力机通常在小于1.8mn(200吨)的容量下额定电量。直侧压机通常用于复合模具和渐进式模具操作。这些操作需要提高精度,速度和稳定性。
Turret Punches Construction :
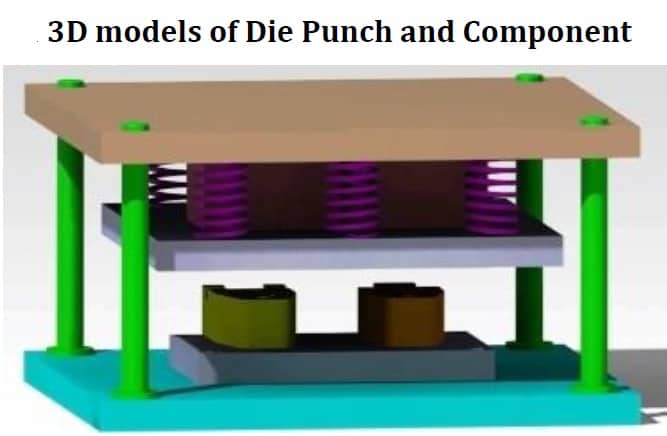
The turret punch press is a special machine in which the punches and dies are mounted in synchronized indexing tables.Several sets of punches and dies are mounted in the table, which can be manually or automatically indexed into operating position. A flat blank is pierced and notched in a turret punch press by positioning it under the operating punch and tripping the punching mechanism. The blank is secured to a free-floating table on which a template containing the hole pattern is also attached. Each hole size and shape is coded so that all such holes can be pierced before indexing a new punch and die set under the press ram. The table is moved so that a pin will drop into a hole in the template; this places the blank in the proper position for piercing a hole. After the holes of one size and shape have been pierced, a new punch and die are indexed into operating position, and piercing continues in this manner until the part is finished. Almost any size or shape of hole can be pierced, within the capacity of the machine.
典型的CNC塔式冲孔在“炮塔”中可以选择多达60个工具,可以旋转以将任何工具带到冲孔位置。直接从纸张切割简单的形状(例如,方形,圆形或六边形)。可以通过在周边围绕周边的许多方形或圆形切割来切出复杂的形状。由于压制工具需要匹配的冲头和模具,因此有两个相应的炮塔,床上方和下方,用于冲头和模具。这两个炮塔必须精确同步旋转,并且仔细维护它们的对齐。可以在炮塔中使用几个相同的形状,每个螺旋转向不同的角度,因为通常没有特征来相对于工具旋转纸材工件。

炮塔按操作:
炮塔打孔机可以编程用于磁带控制,以增加生产。炮塔运动也可以自动或自动控制数值控制或计算机数控(CNC)打孔机。闭环直接或交流驱动器连接到鞋面和
下炮塔组件提供自动转台,具有单向或双向运动。选定的数控压力机甚至提供
an optimization feature that automatically determines the most efficient and most cost effective punching sequence for a specific workpiece.
的准确加载工具显示可能会改变to a particular job’s needs. The CAD stage is also optimised for turret punching: an operation such as rounding a corner may be much quicker with a single chamfered cut than a fully rounded corner requiring several strokes. Changing an unimportant dimension such as the width of a ventilation slot may match an available tool, requiring a single cut, rather than cutting each side separately. CAD support may also manage the selection of tools to be loaded into the turret before starting work.
As each tool in a turret press is relatively small, the press requires little power compared to a press manufacturing similar parts with a single press stroke. This allows the tool to be lighter and sometimes cheaper, although this is offset by the increased complexity of the turret and sheet positioning. Turret punches can operate faster per stroke than a heavier tool press, although of course many strokes are required. A turret punch can achieve 600 strokes per minute.
The most sophisticated recent machines may also add facilities for forming and bending, as well as punch cutting.Although unlikely to replace a press brake for box making, the ability to form even small lugs may turn a two machine process into a one machine process, reducing materials handling time.
冲头不如用于切割化合物形状的激光,但对于重复形状(例如,空调单元的格栅)更快。有些单元将激光器和冲床功能组合在一台机器中。
Related posts:
 用于金属板的机械压机简介
用于金属板的机械压机简介
 Press Working – Die And Punch | Interview Question and Answers
Press Working – Die And Punch | Interview Question and Answers
 消隐和刺穿模切冲击的设计与分析
消隐和刺穿模切冲击的设计与分析
 Spiral binding punching machine – Diploma Mechanical Projects
Spiral binding punching machine – Diploma Mechanical Projects
 与钣金相关的新闻工具操作分类
与钣金相关的新闻工具操作分类
 Design and Fabrication Of A Blanking Tool Report Download Projects
Design and Fabrication Of A Blanking Tool Report Download Projects
 FABRICATION OF PNEUMATIC CONTROLLED RIVETTING AND PUNCHING MACHINE
FABRICATION OF PNEUMATIC CONTROLLED RIVETTING AND PUNCHING MACHINE
 剪切机 - 类型,原则,工作,运营
剪切机 - 类型,原则,工作,运营