表的内容
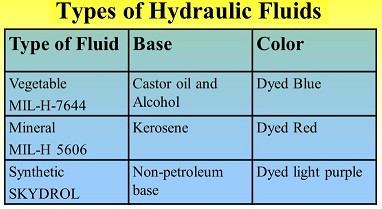
切削液的种类及其应用
切削液的类型及其应用
通常,切削液以液态形式使用,但偶尔也以气态形式使用。仅为润滑目的,固体润滑剂也常用于机械加工和磨削。
阅读更多:切削液的用途、性质和类型是什么?
常用的切削液有:
充气或压缩空气
对于灰铸铁等材料,如果切削液以液态形式使用,会给加工带来不便或困难。在这种情况下,建议只吹气冷却和清洗。
固体或半固体润滑剂
浆料、蜡、肥皂、石墨、二硫化钼(MoS2)也可以经常使用,或直接应用于工件,或作为浸渍在工具中,以减少摩擦,从而减少切削力、温度和工具磨损。
水
由于其良好的润湿和扩散性能和非常高的比热,水被认为是最好的冷却剂,因此在冷却是最紧迫的地方使用。
可溶性油
水是最好的冷却剂,但不能润滑。此外,只使用水可能会因生锈而损害机-夹具-刀具-作业系统。因此,将含有乳化剂和EPA等添加剂的油与水以合适的比例(1 ~ 2 / 20 ~ 50)混合,称为切削化合物。这种乳状白色乳剂,称为可溶性油,在机械加工和研磨中非常常见和广泛使用。
切削油
切削油一般是矿物油的混合物,在矿物油中加入所需种类和数量的植物油、动物油或海洋油,以改善涂抹、润湿和润滑性能。当需要时,还可以混合一些极压添加剂,以减少摩擦、粘连和在严重切割中形成的BUE。
化学液体
这些是偶尔使用的水基流体,其中一些有机和或无机材料溶解在水中,以实现所需的切削液作用。
这种切削液有两种类型:
- 化学惰性型-高冷却,防锈和湿润,但少润滑。
- 主动(表面)型-适度冷却和润滑。
低温切削液
在某些特殊情况下,像液态CO2或N2这样的极冷(低温)液体(通常以气体形式)被用于有效冷却,而不会造成太多的环境污染和健康危害。

切削液的选择
切削液应用的好处在很大程度上取决于根据工作材料、刀具材料和加工条件正确选择切削液的类型。例如,对于非难加工材料的高速加工,较好的冷却型流体是首选,对于传统和难加工材料的低速加工,较好的冷却型流体是首选
润滑型流体优先。
介绍几种常用工程材料切削液的选择及操作:
灰口铸铁:
- 由于其自润滑性能,一般为干燥型。
- 用于冷却和冲洗芯片的风机。
- 可溶油,用于冷却和冲洗芯片高速加工和磨削。
钢:
- 使用高速钢刀具加工时,对低碳钢和合金钢采用1:20 ~30的溶胶油,对重切削采用EPA纯油。
- 用硬质合金刀具加工时,稀释剂。低强度钢用油,较厚的油。强强度钢用油(1:10 ~ 20)。重低速切削用纯硫化油。高合金钢用极压切削油。
- 为了防止热冲击,通常用硬质合金工具将钢加工干。
铝及其合金:
- 最好是加工干燥。
- 轻但油溶性油。
- 纯油或煤油用于严格的切割。
铜及其合金:
- 一般使用水基流体。
- 具有或不具有钝化EPA的油,适用于更坚硬的铜合金。
不锈钢和耐热合金:
- 含高浓度氯化极压添加剂的高性能可溶性油或纯油。
- 脆性陶瓷和陶瓷应在干燥的条件下使用,或使用轻质净油进行精加工。
- 高速研磨时需要冷却(1:50 ~ 100)可溶性油。对于金属和合金的精磨,也可使用低粘度纯油。