表的内容
在机械加工过程中形成的切屑类型
在车床或铣床上使用单点刀具加工工件形成的切削切屑主要有三种类型。
不同类型的切屑,各种形状,大小,颜色等通过加工,取决于:
- 切削类型,即连续切削(车削、镗孔等)或间歇切削(铣削)。
- 工作材料(脆性或延展性等)。
- 刀具几何形状(前刀,切削角度等)。
- 切割速度和进给量的水平(低、中、高)。
- 切削液(流体类型和使用方法)。
无论切割条件是什么,所产生的切屑可能属于以下三种类型之一。
1.不连续芯片:
2.连续的芯片。
3.带堆积边缘(BUE)的连续芯片。
4.非齐次芯片
金属切削切屑类型:
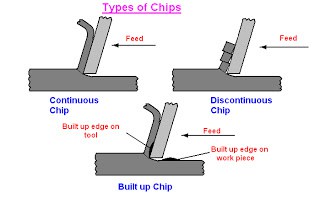
单点工具产生的三种常见芯片是。
1:不连续或分段芯片:
这种类型的切屑通常是在切割更脆的材料时产生的,如灰铸铁、青铜和硬黄铜。这些材料缺乏形成明显塑性切屑所必需的延展性。刀具前缘的材料沿剪切带以脆性断裂的方式失效。
这就产生了不连续的小碎片。由于切屑分解成小块,刀具和切屑之间的摩擦减少,从而获得更好的表面光洁度。这些芯片便于收集、处理和处理。
在下列条件下切割韧性较强的材料也会产生不连续的切屑:
(i)芯片厚度大。
(ii)切割速度慢。
(iii)使用切削液进行切割。
(iv)工具前角小。
2:连续芯片:
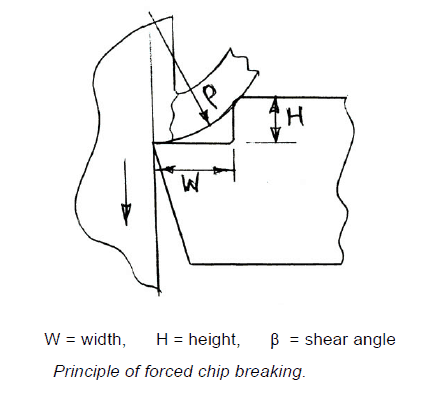
这些类型的芯片是在加工韧性更强的材料时产生的。由于塑性材料可能产生较大的塑性变形,因此可以产生较长的连续切屑。这种类型的切屑是最理想的,因为它是稳定的切割,导致一般良好的表面光洁度。另一方面,这些芯片很难处理和处理掉。切屑呈螺旋状(切屑卷曲)缠绕在工件和工具周围,当松开时可能会伤害操作人员。此外,这种类型的切屑与工具面接触的时间更长,从而产生更多的摩擦热。通常可以通过在刀具表面或机床上安装一个“断屑器”来避免这些困难。断屑器的作用是减少切屑的曲率,从而使切屑断裂。
以下切削条件也有助于连续切屑的生产:
- 小芯片厚度。
- 高切削速度。
- 刀具前角大。
- 减少切屑沿刀面的摩擦,方法有:使刀面光洁度高,使用摩擦系数低的刀具材料,使用良好的切削液。
3:连续集成边缘芯片:
- 在加工延性材料时,切削区局部温度高、压力大以及刀屑界面摩擦大的条件下,可能会使加工材料粘附或焊接到刀具的切削刃上,形成堆积刃。
- 接着,工作材料的连续层被添加到堆积的边缘。当这种边缘变得更大和不稳定时,它就会破裂,其中一部分会随着切屑向上携带到刀具表面,而其余部分则会留在被加工的表面上,这就增加了表面的粗糙度。
- 在切割过程中,堆积边的大小会发生变化。它先是增加,然后减少,然后再次增加,等等。这种循环是振动和表面光洁度差的一个来源。
- 虽然堆积的刃保护了刀具的切削刃,但它改变了刀具的几何形状。低切削速度也有助于堆积边的形成。
- 提高切削速度,增加前角,并使用切削液有助于减少或消除堆积的边缘。
- 连续芯片的好处在加工过程中产生连续的切屑后,加工表面的质量(低表面粗糙度值)要比产生不连续的切屑好得多。
4.非齐次芯片(锯齿状的芯片)
- 在加工区域产生的温度控制刀具磨损率、实际切削速度和MRR。
- 重要的是要了解影响热的产生、热的流动以及刀具和加工材料在切削刃附近的温度分布的因素。
•温度是在三种类型的区域
1.剪切带
2.Tool-chip接口
3.Tool-work接口

以上芯片生成的条件-
| 老不。 | 类型的芯片 | 条件 |
|---|---|---|
| 1. | 分段的或不连续的切屑 | 在加工脆性材料和切削韧性材料时产生的低速高DOC。 |
| 2. | 连续芯片 | 在正常切削速度下以较低的加工量加工出韧性材料。 |
| 3. | 连续集成边缘芯片 | 用高速钢刀具在低切削速度下切削韧性材料。 |
| 4. | 非齐次芯片 | 由于剪切面温度较高,在中等切削速度下,刀屑界面处产生了较大的应变。 |
一些问题和答案:
1.解释铸铁加工过程中形成的切屑。
不连续的或分段的切屑
加工的脆性材料,如铸铁生产这些类型的芯片。由于这种材料缺乏延展性而产生小碎片。刀具和切屑之间的摩擦减少,从而产生更好的表面光洁度。

2.写芯片的类型形成与以下因素。
(i)高前角
(ii)切割速度快
(iii)切割深度小
(四)切割速度慢
(v)切割深度大
(vi)低前角
答:
(i)大前角:连续芯片
(ii)切割速度快:连续芯片
(iii)切割深度小:连续芯片
(四)切割速度低:具有堆积边缘的连续芯片
(v)切割深度大:具有堆积边缘的连续芯片
(vi)低前角:具有堆积边缘的连续芯片