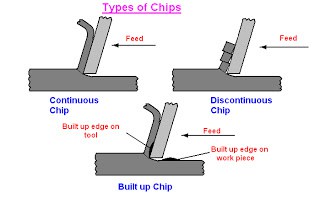
目录
单点刀具
单点刀具常用在车床、播放机、刨床上进行切削操作。这些工具分为左手工具和右手工具。如果从尖端观察刀具时,刀具的刃口在右侧,则称该刀具为右撇子。
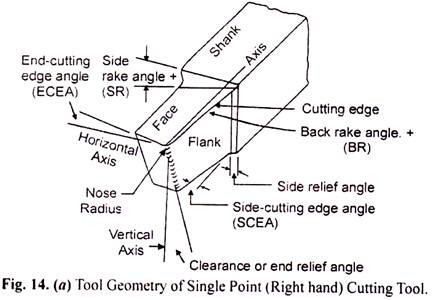
单点刀具的术语或命名。
本规范依据美国标准协会(ASN)系统。>

1.柄:
刀具的主体叫做刀柄。它是由刀架支撑的刀具的后部。
2.脸:
切削后碎屑通过的顶部表面工具称为面。它是与切削刃相邻的水平面。
3.侧面:
有时侧面也称为切割面。它是靠近切削刃的垂直表面。按刃口分侧边侧边和端面侧边两种。
3.鼻子或切割点:
两刃相交的点,称为刀尖或刀尖。它在工具的前面。
4.基础:
工具的底面被称为底座。它正好是面部的相反面。
5.跟:
它是面部和基地的交叉线。
6.端面切边角度:
- 端面切削刃或侧面与与刀柄侧面垂直的平面之间的夹角称为端面切削角。
- 这个角度通常在5到15度之间变化
7.侧切边角度:
侧边切削刃或侧边与刀柄侧面平行的平面之间的夹角称为侧边切削刃夹角。
8.背面角度:
- 使碎屑从脸上平滑流动的角度,称为机架角度。它可以使芯片流动平稳。
- 后机架角是端面与垂直于端面刃口的平面之间的夹角。
- 柔软的材料,更大的正耙角。
- 后前角可以是正的、负的或中性的。
9.侧架角:
- 面与平面垂直于侧刃的角度称为侧架角。当材料被侧刃切割时,使切屑流动顺畅。
- 芯片弯曲的量取决于该角度。当侧架角度增加时,芯片弯曲的幅度减小。光滑的表面提供由更大的侧面耙角产生。
10.结束后角:
- 它也被称为间隙角。是避刀的角度
穿的。避免了工件侧面的摩擦。 - 端面切割角度由端面侧面与底座垂直的平面所造成。
- 这个角度可以从6到10度不等。
11.侧离隙角:
- 它是侧翼与垂直于底座的平面的夹角。避免了工件侧面的摩擦。
- 这个角度允许刀具横向插入工件,以便切割工作材料而不产生摩擦。
- 当侧面卸压角很小时,刀具会与工件摩擦,因此刀具会过热变钝,获得的表面光洁度较差。
12.鼻径半径:
两个切削刃的相交区域被称为刀具的前端。
影响单点刀具前角的因素:
1.被切割的材料类型:像铸铁一样较硬的材料可以用较小的钢筋角加工,比柔软金属如温和的钢或铝所需的钢筋角度。
2.使用的工具材料类型:像硬质合金的工具材料允许以非常高的速度转动。已经观察到,在非常高的切割速度耙角下在加工时具有稍微影响切削压力的影响。
3.切割深度:在粗车削中,高切削深度可以承受剧烈的切削压力。因此,应减少前角,以增加唇角,提供力量的切削刃。
4.刀架的刚度和机器的状态:在一台破旧的机器上,一个不合适的支撑工具不能承受严重的切削压力。因此,在这种条件下加工所使用的刀具应该有一个比正常条件下更大的前角,以减少切削压力。
2.使用的工具材料类型:像硬质合金的工具材料允许以非常高的速度转动。已经观察到,在非常高的切割速度耙角下在加工时具有稍微影响切削压力的影响。
3.切割深度:在粗车削中,高切削深度可以承受剧烈的切削压力。因此,应减少前角,以增加唇角,提供力量的切削刃。
4.刀架的刚度和机器的状态:在一台破旧的机器上,一个不合适的支撑工具不能承受严重的切削压力。因此,在这种条件下加工所使用的刀具应该有一个比正常条件下更大的前角,以减少切削压力。
阅读更多:切割工具角度|切削工具角度的功能和效果
工具签名
刀具特征或刀具名称用于表示指定单点刀具主刀具角度的标准化系统。一些常用的工具名称或工具命名系统如下
1.美国或(ASA)系统。
它定义了基本角度,如侧耙,后齿条,鼻等,而没有参考它们的位置与切削刃。因此,这个命名系统并没有给出任何关于切削操作中切屑流的刀具行为的指示。用于指定不同刀具角度的三个参考平面与传统机床绘图中使用的类似,即x-x,y-y,最后一个z-z包含了工具的基底,两个平面垂直于这个平面,并且相互垂直。因此,这个系统是一个工具命名的坐标系统。
2.英国系统:
该系统根据B-S1886-1952,定义了最大耙子。该系统中的各种刀具参数是指出如果背耙,侧耙,端芯角,侧释放角度,端部切割角,侧切削刃角度和鼻径半径的顺序。
3.大陆系统:
这类工具命名系统包括德国或DIN系统(DIN-6581)、俄罗斯系统(OCT-BKC 6897和6898)和捷克斯洛伐克系统(CSN-1226)。这些系统中的各种刀具参数是根据刀具参考平面来指定的。
4.国际体系:
它是最近发展起来的一种国际通用的体系。它包含了不同系统的工具命名法的显著特征。
例子:一个带有8,10,6,6,6,10,0.2,签名的工具A.S.A系统具有以下规格。
后倾(αy) =8º
侧倾角(αx) = 100
端部起伏角(βy) =60
侧面起伏角(βx) =60
端面切削刃角度(φe) = 60
侧切刃角度(φs) = 100
鼻部半径= 0.2mm
端部起伏角(βy) =60
侧面起伏角(βx) =60
端面切削刃角度(φe) = 60
侧切刃角度(φs) = 100
鼻部半径= 0.2mm
单点刀具例子:
单点切削工具只有一个主切削刃,可以在一次单道中执行材料去除动作。
- 车刀
- 塑造工具
- 刨刀
- 插槽工具
- 镗刀
- 飞剪
单点刀具材料:
刀头一般由七种材料制成
- 高速钢
- 铸造合金(如钨铬钴合金)
- 硬质合金
- 陶瓷
- 金属陶瓷
- 立方氮化硼
- 聚晶金刚石
高碳钢
这些通常是含0.6 ~ 1.5% c的普通碳钢。制造高碳钢(HCS)的方法是锻造。HCS的热硬度温度约为250°C。最大切削速度约为5 m/min。因此,HCS一般用于加工软材料,如铝、铜、镁等。HCS是较硬和最便宜的工具材料。
高速钢
高速钢(HSS)通常是含1.5 - 2%碳,18%钨,4%铬,1%钒的碳钢,其余是铁。加钨是为了增加硬度。加铬是为了增加热硬度。添加钒以提高耐磨性。高速钢的制造方法是锻造。高速钢的切割速度为40-60米/分钟。它的速度比HCS快。HSS的热硬度温度约为600°C。
有时用18%的钼代替钨来增加刀具的耐磨性。这种高速钢被称为钼基高速钢。但钨基高速钢是常用的材料。HSS唯一的缺点是在加工纯碳工作材料时,由于铁对碳有更强的亲和力,碳原子向铁的扩散要多得多。
单点刀具的优点:
- 单点刀具结构简单,易于设计和制造。
- 与多点刀具相比,单点刀具更便宜。”
- 刀具的再锐化很容易
单点刀具的缺点:
- 这些工具具有较低的材料去除率(MRR),因此生产率较低。
- 刀具磨损率高。
- 工具寿命短。
- 切削温度高
更多的资源/文章
2020188金宝搏怎么样年新机械项目(所有项目后指标清单)