表的内容
影响刀具寿命的因素-刀具寿命计算的泰勒方程
刀具寿命定义:
刀具寿命可以定义为刀具有效工作的一段时间。
要加工的材料、刀具材料、刀具几何形状、机床条件、刀具夹紧、切削速度、进刀量、切削深度等变量的多,使刀具寿命的确定非常困难。
泰勒工具寿命方程
电子战首次报道了全面的工具寿命数据。他的工作为后来的研究奠定了基础。Taylor表明,切削速度与刀具寿命之间的关系可以用经验公式表示为:
VT = C
地点:
V=切割速度,单位为每分钟英尺
T =工具寿命,以分钟为单位
C=一个常数,取决于工作材料和其他机器变量。从数值上看,这是可以给刀具1分钟寿命的切削速度。
N =一个取决于工作和工具材料的常数。

C:与刀具材料组合和刀具几何形状有关的常数(>100)N, n1, n2:与刀具材料有关的常数(=0.1到0.4)。
该方程预测,在对数-对数尺度上绘制时,刀具寿命与切削速度之间存在线性关系。指数n的取值范围从高速钢(HSS)刀具的0.125到陶瓷刀具的0.70。
刀具力及耗电量:
使用刀具力或功率消耗作为工件材料可切削性的一个标准有两个原因。
首先,金属切削的易切削性这一概念意味着,一种容易被工具推入的金属应该具有良好的可切削性等级。
第二,更实际的可加工性概念,在每个零件加工的最低成本方面,涉及到力量和功率消耗,以及一台适当容量的机器的间接成本。
当使用刀具力作为可加工性额定值时,可以使用切削力或推力(进给力)。切削力是两者中更受欢迎的,因为它是推动刀具通过工件并决定功耗的力量。
虽然可加工性等级可以根据在一组标准加工条件下的切削力来列出,但这些数据通常以比能来表示。
具有较高的金属去除比能的工件材料被称为比具有较低比能的工件材料切削性较差。
在加工过程中使用净功耗作为工件可加工性的一个指标与使用切削力是相似的。
影响工具寿命的变量
- 切割条件(V, d, f)
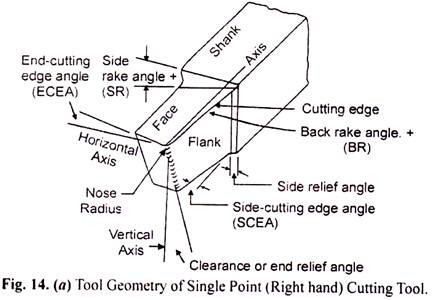
- 工具几何形状(所有六个角,以及机头半径)
- 工件材料
- 切削液
- 机床及工件区域
- 工具材料