目录
磨料喷射加工工作,优点,缺点和应用
建设- - - - - -
在磨料射流加工中,所使用的气体通常是空气和氮气。使用的磨料有氧化铝、碳化硅、玻璃粉和碳酸钠。原理尺寸从10米到50米不等。
较小尺寸的颗粒用于获得良好的表面光洁度和精度,随着较大尺寸的颗粒可快速去除材料。喷嘴由诸如碳化钨或陶瓷的硬质材料组成,以承受高度的磨损磨损。磨料气体混合物,喷射压力,磨料粒度和硬度主要负责金属去除率。这种类型的金属去除率通常为12mm ^ 3 / min,切割玻璃和喷射的速度范围为150至300米/分钟。
阅读更多 :研讨会|磨料喷气机加工完整报告下载
工作准则-
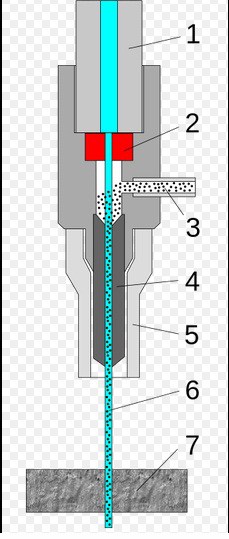
磨料射流加工的基本工作原理如图所示。这种方法利用由高压空气或气体通过喷嘴装置携带在工作材料上的高速磨料颗粒流。过滤后的气体供应到包含磨料粉的混合室,其压力限制在1.96 bar至7.85 bar之间。搅拌室的振动频率约为50赫兹,以使磨料颗粒与气体适当混合。因此,混合气通过一个连接软管,该软管从喷嘴高速喷出。采用压力形式调节器调节气体流量,通过混合室的振动幅度来调节磨粒进料量。凸轮、受电弓或其他合适的机构负责移动工件或喷嘴,以控制切割动作,从而达到切割的尺寸和形状。

当磨料颗粒以高速撞击工件时,这种冲击会导致骨折。有许多参数会影响材料去除率。
1.磨料 -
金属去除率取决于磨料颗粒的组成,强度,尺寸和质量流速。材料去除率随混合比的增加而增加。混合比的进一步增加降低了金属去除率。磨料颗粒的质量流量取决于气体的压力。材料去除率随着质量流量的增加而导致线性增加。
2.气体 -
随着速度压力取决于气体的组成,材料去除率主要受气体组成的影响。
3.喷嘴 -
在喷嘴中,磨料颗粒以非常高的速度连续流动。因此,喷嘴是控制工艺特性的重要元件。重要的参数是工作面到喷嘴尖端的距离,称为喷嘴尖端距离。随着喷嘴尖端距离的增大,磨粒撞击工件的速度也随之增大。磨料速度的增加不仅影响金属的去除率,而且还影响工件中产生的孔或空腔的形状和大小。金属去除率随喷嘴距离的增大而增大,达到最大值。进一步增大喷嘴的尖端距离会降低金属的去除率,因为空气阻力会降低速度。
磨料射流加工的优点-
该方法有助于将复杂的孔和复杂的所需形状材料的复杂空腔机。
2.在传统的加工过程中非常难以加工的脆性金属,通过该过程容易地通过该过程加工,具有更好的精度。
3.可以容易地进行加工,以便脆性薄片的脆性材料进行。
4.资本投资如果非常低。
5.在工件和工具之间不会发生直接接触。
6.这个过程中产生的热量非常少。
磨料喷射机械加工的缺点 -
1.物质去除率非常慢。
该过程不适用于延性材料。
3.可怜的加工精度。
4.磨料粉不能再循环或回收。
5.在操作后需要清洁工作材料,因为存在粘附到材料的磨料颗粒的危险。
磨料喷射加工的应用 -
该方法用于微焊接,精细钻孔和电子显微镜钻孔。
2.用于在易碎和坚硬的金属上加工复杂的型材。
3.用于加工半导体。
4.这种方法也被用于对硅、锗、石英、云母等材料进行清洁和切割操作。
5.研磨和磨砂脆性材料,如玻璃,陶瓷,耐火材料等。