表的内容
等离子弧加工:介绍
等离子弧加工(PAM)采用高温气体的高速喷射来熔化和置换材料。这叫做PAM,是一种用等离子弧或钨惰性气体弧切割金属的方法。火炬产生高温电离气体的高速喷射,称为等离子体,通过熔化和去除工件上的材料来切割。等离子体区的温度范围为20,000°至50,000°F(11,000°至28,000°C)。
本文主要包括等离子弧加工的工作原理、等离子弧加工示意图、等离子弧加工工艺、等离子弧加工的优缺点、等离子弧加工的应用等内容。
什么是等离子体
固体、液体和气体是物质的三种常见状态。一般来说,当固体受热时,它会变成液体,而液体最终会变成气体。当气体被加热到足够高的温度时,原子(分子)分裂成自由电子和离子。这种由自由电子和离子组成的气体的动力学性质与正常的未化合气体完全不同。所以,可以考虑
物质的第四种状态,并被赋予了一个新名字,等离子体。换句话说,当下列气体被加热到足够高的温度(11000°C到28000°C)时,它就会部分电离,这就是所谓的“等离子体”。这是自由电子、带正电的离子和中性原子的混合物。
这种等离子体用于金属去除过程。等离子弧加工工艺用于切削合金钢、不锈钢、铸铁、铜、镍、钛、铝等。
PAM的工作原理
在等离子弧加工过程中,通过引导高温(11000°C至28000°C)高速射流电离去除材料工件上的气体。这种高温等离子射流将工件的材料熔化。

PAM流程细节
PAM的细节描述如下。
- 等离子体枪
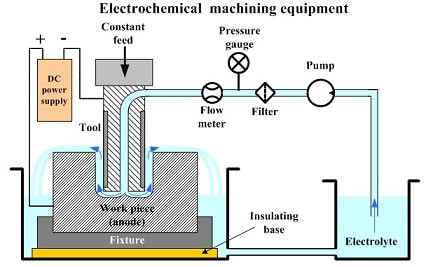
气体被用来制造类似等离子体的氮气、氩气、氢气或这些气体的混合物。等离子枪由安装在枪膛里的钨电极组成。给电极以负极,给喷枪的喷嘴以正极。气体的供应维持在枪内。在两极阳极和阴极之间产生了强烈的电弧。气体分子与已确定电弧的电子之间发生碰撞。由于这种碰撞,气体分子被电离,热量就产生了。这种被称为等离子体的热电离气体以很高的速度被导向工件。确定的电弧由气体的供应速率控制。 - 电源及端子
采用直流电源开发等离子枪的两个端子。将钨电极插入枪中,制成阴极,枪的喷嘴制成阳极。在电极之间施加较大的电位差,使气体形成等离子体状态。 - 冷却机制
我们知道,热气体不断从喷嘴出来,所以有可能过热。一个水套被用来包围喷嘴,以避免其过热。 - 工具
在PAM中没有直接可见的工具。聚焦喷雾,等离子态气体作为切削工具。 - 工件
聚丙烯酰胺(PAM)工艺可以加工不同材质的工件。这些材料是铝、镁、不锈钢、碳钢和合金钢。所有可以用LBM处理的材料也可以用PAM处理。
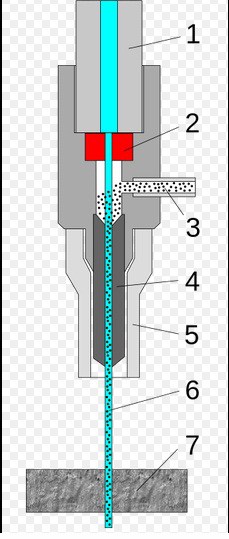
等离子弧加工结构:
•等离子弧加工示意图如图所示。
•等离子弧切割炬携带一个钨电极安装在一个小室。
•该电极连接直流电源的负极。所以它是一个阴极。
•直流电源的正极与腔室底部形成的喷嘴连接。所以,喷嘴的行为作为阳极。
•在火炬的一侧有一个小通道,用于将气体输送到燃烧室。
由于焊枪周围有一个水循环,电极和喷嘴保持水冷。

PAM的工作:
- 当给电路直流电源时,电极(阴极)和喷嘴(阳极)之间会产生强烈的电弧。
- 一种通常为氢气(H2)或氮气(N2)的气体被送入燃烧室。
- 这种气体通过产生的电弧被加热到11000°C到28000°C的足够高的温度在电极和喷嘴之间。
- 在这种高温下,气体被电离,释放出大量的热能。
- 这种高速高温电离气体(等离子体)通过喷嘴被定向到工件表面。
- 等离子射流将工件的金属熔化,高速气流有效地将熔化的金属吹走。
- 工件材料的加热不是由于任何化学反应,而是由于。等离子体对工件材料的连续侵蚀。因此,它可以安全地用于加工任何金属,包括那些可能受到化学反应的金属。
精度
等离子弧加工是一种粗糙度操作,精度约为1.4 mm,具有相应的表面光洁度。准确性上
在100 - 150mm厚的板上,槽的宽度和孔的直径一般为±4mm。
PAM中使用的气体
在这个过程中使用的特定气体的选择主要取决于工作材料表面光洁度的预期质量和经济考虑。在此过程中使用的气体,不应影响电极或要加工的工件。下表给出了常用的气体和气体混合物。
| 老不。 | 气体或气体混合物 | 待加工材料 |
|---|---|---|
| 1 | 氮,氢, 氩-氢 |
不锈钢和有色金属。 |
| 2 | 氮,氢, 压缩空气 |
碳钢和合金钢,铸铁。 |
| 3. | 氮、 氮,氢, 氩-氢 |
铝、镁 |
疏远的距离
离距是指喷嘴尖端与工件之间的距离。当对峙距离增加时,穿透深度增加减少了。如果过度减少隔离距离,等离子枪可能会被金属飞溅损坏。最优
隔离距离取决于被加工金属的厚度,从6毫米到10毫米不等。
PAM的优点
- 它可以用来切割任何金属。
- 切割率很高。
- 与普通火焰切割工艺相比,其切割普通碳钢的速度快四倍。
- 它用于对非常难加工的材料进行粗车削。
- 由于切削速度快,在减少板料变形的同时,切削宽度最小,表面质量高。
PAM的缺点
1.它产生一个锥形的表面。
2.保护噪音是必要的。
3.设备成本高。
4.操作者和在附近地区工作的人员必须保护眼睛。
5.发生氧化和结垢。所以,它需要屏蔽。
6.工作表面可能发生冶金变化。
应用程序
1.适用于切削合金钢、不锈钢、铸铁、铜、镍、钛、铝及铜、镍合金等。
2.用于型材切割。
3.它成功地用于车削和铣削难加工的材料。
4.可用于叠片切割、形状切割、穿孔和水下切割。
5.利用等离子弧可在不同金属、塑料、陶瓷上均匀喷涂耐火材料薄膜。
PAM的特点
- 金属切削技术:用等离子体加热、熔化和汽化
- 工作材料。所有导电材料。
- 工具:等离子体射流
- 等离子体射流速度:500米/秒
- 功率范围:2至220kw
- 电流:高达600安培。
- 电压:40 - 250 v
- 切割速度:0.1 ~ 7m / min
- 金属切削率:145立方厘米/分钟
关于PAM的一些问题和答案
1.等离子体是什么?
当流动的气体被加热到足够高的温度(大约1l,000°C到28000°C)时,它就会部分电离,并且它的温度会降低被称为等离子体。
2.什么是转移电弧型等离子体?
在转移电弧式过程中,电极连接直流电源的负端,工件连接直流电源的正端。所以,更多的电能传递给功,从而给功更多的热量。
3.什么是非转移电弧型等离子体?
在非转移弧型中,电极连接直流电源的负端,喷嘴连接直流电源的正端直流电源的终端。当工作气体通过喷嘴时,一部分工作气体被加热、电离,并以等离子射流的形式从焊枪中出来。等离子体将热量输送到工件。这种类型的手电筒用于非导电材料。
更多的资源/文章