表的内容
电化加工-参数、优缺点
电化加工概论
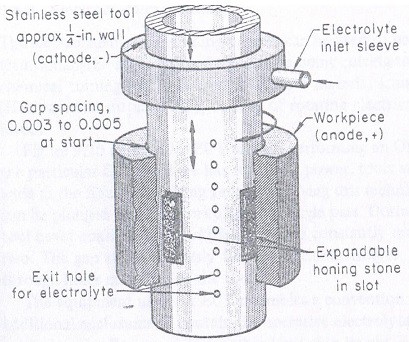
电化加工是在已有电镀工艺的基础上进行了一些逆向修改的一种加工工艺。在这一过程中使用了成形的工具或电极,形成了阴极。工件形成阳极。在工具和工件之间保持一个小的间隙,电解液被泵入其中。
所使用的电解液具有这样的特性,即分离的工件材料的成分不会粘附在刀具表面。在此过程中最广泛使用的电解质是硝酸钠溶液。氯化钠溶液也是一种选择,但它的腐蚀性比前者更强。
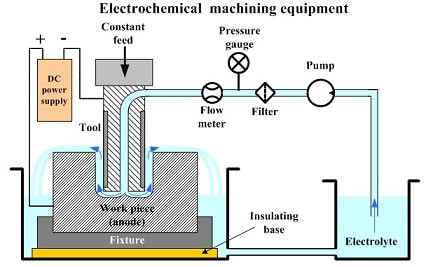
电化加工设置示意图:
所有的金属都可以用这种方法加工。然而,由于模具和初始成本高,它的应用仅适用于大批量生产工作。该工艺可用于加工极硬金属和合金、深孔、小孔和异形孔。

电化加工图-参数、优缺点

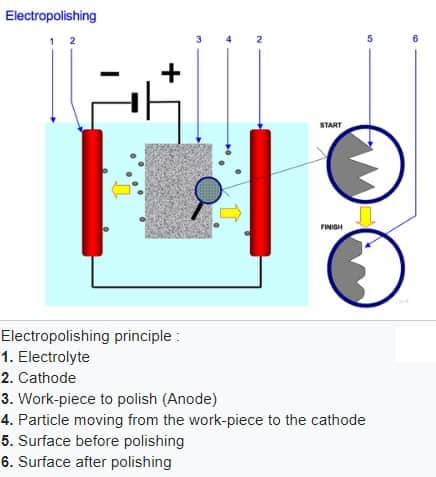
在此过程中使用的工具应由具有足够的导热性和导电性,对电解液具有较高的耐化学性的材料制成。电解加工的原理是基于法拉第电解定律。工件为阳极,刀具为阴极。工具和工件被紧紧地抱在一起,它们之间有一个很小的间隙(比如0.5毫米)。在两者之间施加约3至30 V的温和直流电压,电解液不断泵入间隙。由于应用电压的电流流经电解液与带正电的离子被吸引向工具(阴极)和带负电的离子对工件(阳极)的电化学反应,发生由于离子的流动,导致消除金属工件的污泥的形式。这些污泥被与之一起流动的电解液从空隙中带走。
ECM的优点:
- 任何优良的导电材料都可以加工,通过加工,其机械性能与可加工性无关。
- 通过这种工艺可以很容易地加工出复杂的形状。
- 与传统加工相比,金属去除率相当高,特别是在高拉伸和耐高温材料方面。
- 工具的磨损是微不足道的,或者说几乎不存在。
- 加工后的工作表面无应力。
- 在这个过程中不涉及切削力。
- 可以获得0.1到2.0微米量级的高表面光洁度。
- 这是一种精确的工艺,可以很容易地获得0.05 mm量级的紧密公差。
- 采用这种工艺可以避免磨削、铣削、抛光等机械加工操作。
ECM的缺点:
- 不导电的材料是不能加工的。
- 功耗非常高。
- 电解液对工件、机床、夹具等的腐蚀和生锈是一个长期的威胁。
- 所需的初始成本非常高。
- 极细的圆角半径,如小于2.0毫米,不能生产。
- 工具的设计和制造是困难的。
ECM的应用:
- 加工难加工、耐热材料。
- 加工盲孔和盲孔,如锻模。
- 加工复杂型材,如喷气发动机叶片,涡轮叶片。
- 钻小的深孔,如在喷嘴。
- 加工形状不规则的孔洞。
- 去毛刺的零件。