什么是电解抛光-优点和缺点
电抛光简介:
电解抛光,也被称为电化学抛光,阳极抛光或电解抛光(特别是在金相领域),是一种从金属工件上去除材料的电化学过程。用于金属零件的抛光、钝化和去毛刺。它常被描述为电镀的反面。在显微组织制备中可替代磨料精细抛光。
电解抛光原理
电解抛光是一种电化学过程,在此过程中,工件的原子浸没在电解液中,转化为离子,并通过电流从表面去除。
在电解抛光中,金属工件溶解在电解液中,而在电镀中,金属离子通过电解液沉积在工件表面。
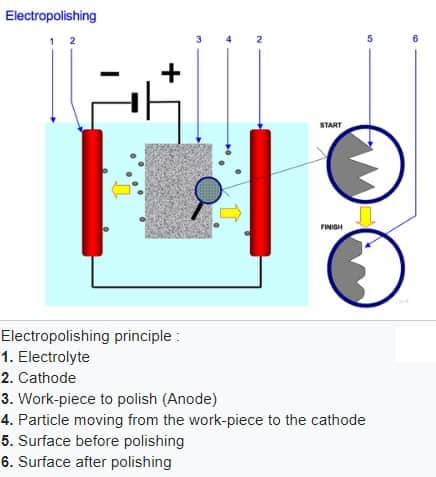
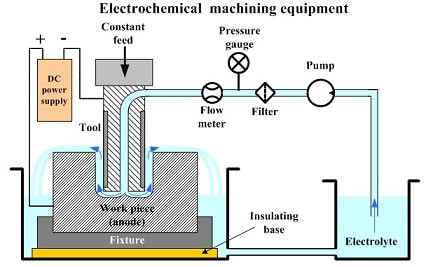
在电解抛光池中(见下图)工件是阳极。连接直流电源正极。负极接在阴极板上,阴极板通常由不锈钢、铜或铅制成。阳极和阴极浸入电解液中。
主要来说,电解抛光类似于电化学加工,由于原子转换成离子,形成不溶性沉淀和从表面转移工件材料。直流电源、阳极连接的工件、电解液和阴极形成电路。
根据法拉第定律,被移除的物质的量与通过电路的电荷量成正比。电荷量Q=I*t(I-电流,t-时间)。
在电解抛光过程中,从工件表面去除的金属量从0.1到2.5 mil (2.5-64 μm)不等。
电解抛光工艺的重要特点是其溶解工作表面上的微凸体(峰)的能力比“微谷”中的材料快得多。这种选择性溶解是峰谷电位不同值的结果。阳极连接工件的正电荷集中在电流密度高于平均值的峰值,这导致峰值选择性溶解并使表面光滑。
电解抛光过程:
- 通常,将工件浸入温度控制的电解液槽中,并用作阳极;它连接到直流电源的正极端子,负极端子连接到阴极。
- 电流从阳极(表面的金属被氧化并溶解在电解液中)传递到阴极。在阴极处发生还原反应,还原反应通常产生氢。电解抛光用的电解液通常是高粘度的浓酸溶液,如硫酸和磷酸的混合物。
- 文献中报道的其他电解抛光电解质包括高氯酸盐与醋酸酐和硫酸甲醇溶液的混合物。
- 为了实现粗糙表面的电解抛光,表面轮廓的突出部分必须比凹槽溶解得更快。
- 当测量表面形貌时,这种称为阳极矫直的过程可能会受到不正确的分析。电解抛光条件下的阳极溶解去除金属物体上的毛刺,这是由于增加了角和毛刺上的电流密度。
- 最重要的是,成功的电解抛光应在恒温和搅拌条件下,通过遵循电流对电压的依赖关系(极化曲线)在扩散限制恒流平台下进行。
电解抛光的优点和缺点
电解抛光的好处:
- 外观亮丽;
- 无磨损划痕;
- 应力消除和缺陷自由表面提高了疲劳强度;
- 由于表面更光滑,摩擦系数更低(微特异性降低);
- 更好的耐蚀性;
- 允许加工易碎和精密零件。
电解抛光的缺点:
- 粗糙的表面缺陷无法去除;
- 由于不同相的选择性溶解,电抛光多相合金可能导致粗糙化。
电解抛光的应用:
电解抛光在金属精加工行业有很多应用,因为它的简单性和它的能力用于不规则形状的物体,如电解抛光不锈钢滚筒洗衣机,不锈钢外科器械,和铜半导体。电解抛光也常用来制备薄金属样品用于透射电子显微镜和原子探针层析成像,因为该过程不会引起机械抛光观察到的表层机械变形。超高真空(UHV)组件通常是电抛光,以有一个光滑的表面,以改善真空压力,出气率和泵速。