表的内容
电化学珩磨(ECH)
电化学珩磨介绍:
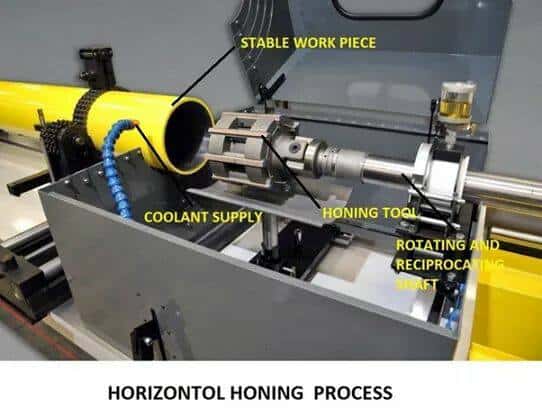
- ECH是一种将ECM的金属去除能力与珩磨的精度能力相结合的工艺。该过程包括一个旋转和往复式工具内的圆柱形组件。
- 材料通过阳极溶解和机械磨损去除- 8%或更多的材料去除是通过电解去除的行动
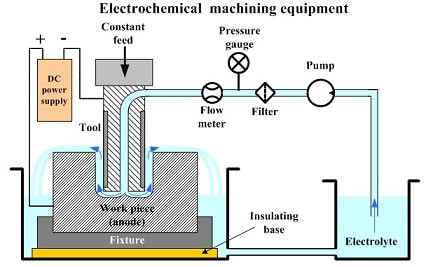
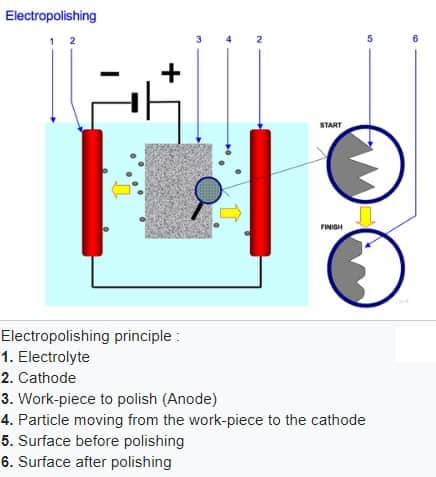
- 与传统的电解加工一样,工件是阳极,不锈钢工具是阴极。
阅读更多:什么是化学加工-化学铣削
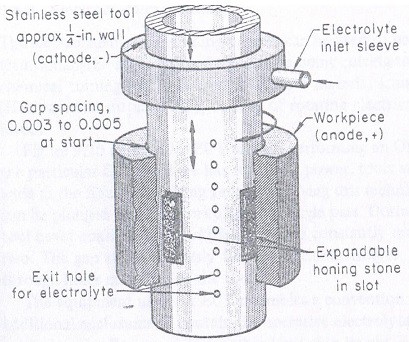
电解珩磨工具建设
- 工具由一个中空不锈钢体,有可膨胀的,不导电的珩磨石从周围至少三个位置突出
- 珩磨石与那些在传统珩磨操作中使用的相同,除了它们必须抵抗电解液的腐蚀
- 珩磨石用弹簧加载机构安装在刀身上,使每个珩磨石对工件施加相等的压力
- 石头的长度被选择为被加工孔的长度的大约一半。
电化学珩磨的工作原理:
- 在ECH循环的开始,石头只从不锈钢体突出0.075-0.127毫米,建立了电解液流动的间隙
- 电解液通过滑动入口套筒进入刀具体,从滑动入口套筒通过刀具体上的小孔进入刀具-工件间隙
- 电解液通过间隙后,从工件流过孔的顶部和底部的间隙
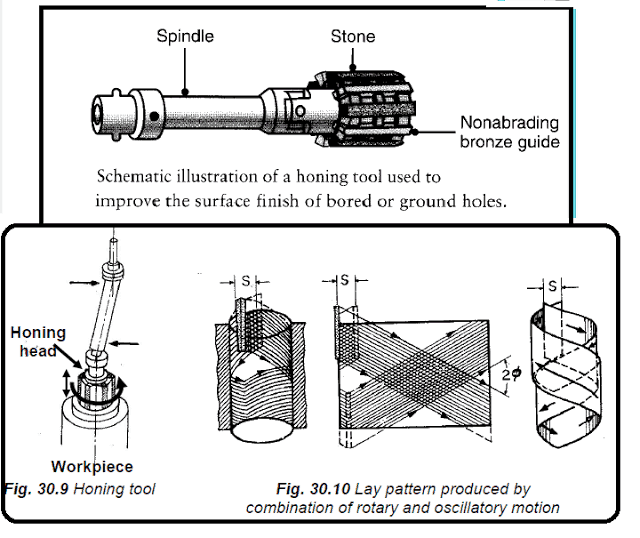
- 刀具的机械作用与常规珩磨相同;该工具被旋转和往复,以便石头磨损整个长度的孔
- 电解技术中使用的电解液与电解加工中使用的电解液基本相同,但电解液中pH值、成分和污泥的控制没有那么关键,因为电解石的研磨作用会纠正由此产生的表面不规则性
- 在电解加工中,电解液经过适当的过滤后循环再利用,最常用的电解液是氯化钠和硝酸钠。
电化学珩磨工艺参数:
- 机器可提供高达6000安培
- 工件上的电流密度从12到47amp/ cm2不等
- 工作电压为6-30 VDC
- 电解液在0.5- MPa的压力下输送到工作区
- 与传统珩磨相比,ECH能够以100%的速度去除材料,并且随着材料硬度的增加,这种效果更加显著
- 机器的能力目前能够容纳内径长度达600毫米,内径从9.5毫米到150毫米。
电化学珩磨的优点:
- 提高MRR,特别是在硬材料上
- 由于大部分材料是通过电化学方法去除的,因此珩磨石的使用寿命大大延长
- 无毛刺操作
- 与传统的珩磨不同,工件表面没有微小的划痕
- 石材和工件之间所需的压力较小
- 降低了珩磨薄壁管时的噪音和变形
- 较冷的行动导致增加精度与更少的物质损害
- 与所有基于ecm的工艺一样,ECH不会在工件中施加残余应力
- 表面光洁度为0.05μ,尺寸精度为±0.012mm
- 通过在珩磨周期结束前关闭工具的电源,可以以常规方式使用这些石头,以实现±0.002mm的公差,并在工作表面上施加压应力。
电化学珩磨的局限性:
- 高资本成本
- 腐蚀环境
- 预防性维护成本高
- 非导电材料不能加工
- 需要处理和过滤电解质




非常好,非常容易理解。它帮助我很多在准备我的sem考试。非常感谢。