目录
珩磨工艺(微精加工工艺)
珩磨的定义:
它是用于预先加工的表面的超缺陷操作。它用于整理内圆柱表面,钻孔或钻孔
洞。该工具被称为磨损,它由以棍子的形式制成的粘结磨石制成。该工具在绕其轴线旋转时再次和向后移动。
珩磨操作可以通过两种方法完成。
a) 手工珩磨-对于小批量工件
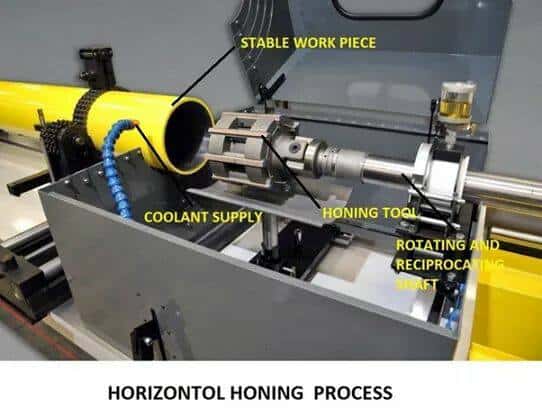
b) 机器珩磨:-对于大规模生产的生产特殊珩磨机。
珩磨是一种精加工过程,在该过程中,一种称为hone的工具执行旋转和往复运动,而工件不执行任何工作运动。大多数珩磨是在内部圆柱表面上进行的,例如汽车圆柱壁。珩磨石以受控的轻压力固定在工件上。珩磨头不受外部引导,而是在工作表面的引导下漂浮在孔中。
希望
1.珩磨石不应该离开工作面
2.冲程长度必须覆盖整个工作长度。
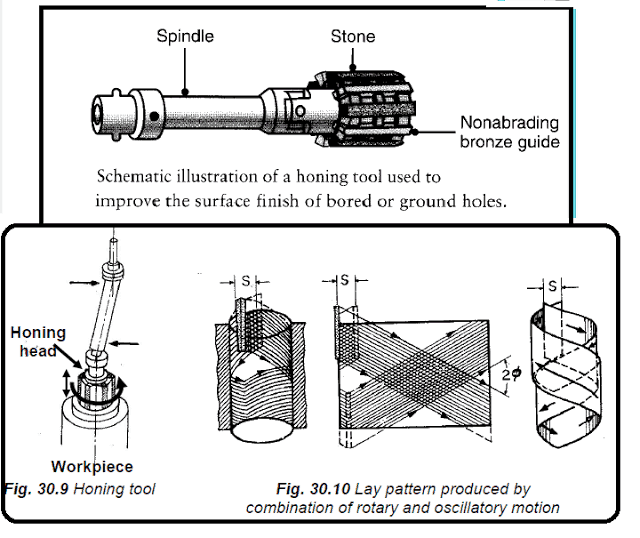
在珩磨旋转和振荡运动中,组合以产生如图所示的交叉阴影位置图案
- 珩磨是一种操作,主要用于改善通过钻孔,钻孔和内部研磨等工艺产生的孔的表面光洁度。
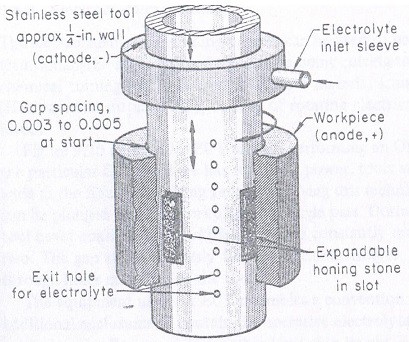
- 珩磨工具包括一组氧化铝或碳化硅粘合磨料,通常称为石头(图)。它们安装在心轴上,心轴在孔内以45至90 m/min的表面速度旋转,施加径向力。该工具具有往复轴向运动,产生a交叉色谱图案在孔的表面上。
- 石头可以根据不同的孔尺寸进行径向调整。油基或水基珩磨液通常用于帮助冲洗碎屑。珩磨也可以在外圆柱面或平面上进行,并手动去除刀具和刀片上的锐边。
- 通过珩磨生产的表面光洁度的质量可以通过所用磨料的类型和尺寸,施加的压力和速度来控制。流体用于去除碎片并保持低温。如果没有正常进行,珩磨可以产生既不直的也不是圆柱形的孔,而是以铃铛嘴,波浪,桶形或锥形的形状。
珩磨操作的工作原理:
珩磨过程(微观整理过程)获得正确的孔几何形状:
为了纠正部件中的孔几何结构,珩磨被用作微精加工工艺。珩磨是一种研磨工艺,主要用于通过称为珩磨的粘结磨石对圆孔进行精加工。珩磨主要用于校正不圆度、锥度、刀具痕迹和轴向变形。珩磨中使用的磨料为碳化硅、氧化铝、金刚石或立方氮化硼。手工珩磨时;珩磨刀具旋转,工件在刀具上来回传递。

运动的长度是指在每个冲程结束时,石头延伸到工件表面之外。对于精密珩磨,工件通常放在夹具中,刀具的速度较慢扭转运动循环运动(如图2所示)。因此,在旋转与振荡轴向运动组合时,石头是复杂的运动。这两个动作结合起来给出了由此产生的交叉舱口铺设图案。珩磨石可以通过将它们固化成金属壳,将其固定在珩磨头中,这些壳体夹在支架中,或者将它们直接粘合到支架中。冷却剂对该方法的操作至关重要,以冲洗小芯片并保持温度均匀。
珩磨过程参数:
珩磨石进行复杂的运动,以防止每一粒砂砾在工作表面上重复其路径。
关键过程参数是:
1.转速
2.振荡速度
3.行程的长度和位置
4.珩磨棒压力
珩磨过程的优点:
- 不太复杂或低成本的固定装置。
- 它非常准确。
- 它可用于长短孔。
- 它保持了原始的钻孔中心线。
- 无论其硬度如何,任何材料都可以完成。
-
工件不需要通过电源旋转,没有夹头,面板或旋转桌子,因此没有夹持或定位误差。
-
珩磨由中心轴驱动,因此轴的弯曲不会像镗孔时那样造成锥形孔。
结果是一个真正的圆孔,没有锥度或高点或低点,前提是之前的操作留下了足够的余量,以便珩磨可以清理所有的不规则。 -
与磨削或精细镗孔相比,珩磨以缓慢的速度使用大的接触区域,其在高速使用小接触面积。由于所使用的旋转和往复运动的组合,产生交叉色谱图案,其优异用于保持润滑。通过使用类似于金刚石轮的金刚石石材可以磨练0.001至0.0001英寸和更接近精度的直径。
珩磨过程的局限性:
-
珩磨被认为是一个缓慢的过程。然而,新的机器和石头大大缩短了磨石时间。
-
除非工作旋转或支持,否则横向珩磨可能会产生椭圆形孔。如果工件薄,即使是手压也可能导致略微椭圆形的孔。
珩磨工艺的应用:
- 汽车曲轴轴颈精加工
- 完成圆孔
- 空心圆柱零件的精加工
- 整理发动机气缸,轴承,枪桶,环形仪,轴和法兰面,活塞销,汽车曲轴轴颈等
- 滚齿