表的内容
抛光过程
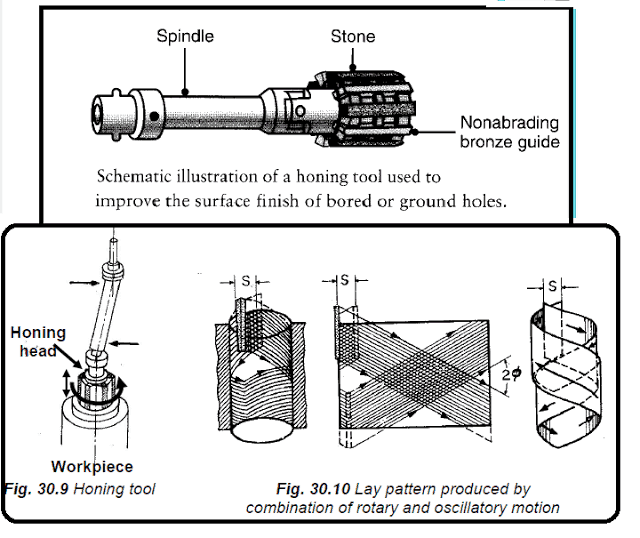
抛光是一种表面修饰过程,通过在镗孔或车削表面上的行星旋转工具产生非常光滑的表面光洁度。工具可以由一个或多个球或滚轮组成。这个过程不涉及从工件上去除材料。所有加工过的或其他加工过的金属表面都由一系列的峰和谷组成,这些峰和谷构成了表面的不规则性。抛光工具施加的力迫使材料从峰顶流入山谷。这降低了峰的高度和谷的深度,从而降低了表面粗糙度。如图所示
抛光是一种超精加工过程,获得非常精细的表面光洁度,在金属物体上具有无颗粒的外观。这种工艺可用于各种平面、圆柱或圆锥表面。它可以去除表面的划痕和工具痕迹。
抛光的定义:抛光操作是指将工件表面与硬质工具的壁面进行接触和摩擦,使工件表面光滑有光泽的过程。这是一个收尾和强化的过程。抛光基本上是一种冷表面塑性变形过程。

抛光操作原理
抛光是一个多用途的过程,提高表面光洁度和尺寸的转弯部分,而不使用大量的工具。工件在常规车床上被车削,可以用来抛光,从而消除了重新安装工件的时间和精力。用于抛光的工具由一个或多个球或滚轮组成,装在外壳中。该工具可安装在车床的刀架上。当刀具与旋转的工件接触时,摩擦力使刀具的滚珠或滚轮作行星运动。
由于刀具和工件之间的行星运动和刀具施加的压力使工件表面受到严重的应力,因此被认为是一种冷加工过程。当这种应力超过材料的屈服强度时,它导致材料的塑性流动,从表面不规则的峰顶进入山谷,从而降低了表面粗糙度。这也导致热稳定和持久的残余压应力。
抛光过程的类型
抛光过程一般可分为以下两类:
1)基于变形元
一)钢球抛光
我灵活。
2刚性
b)辊抛光
2)根据刀具的运动,在表面上
a)正常或普通
b)的影响
c)振动
3.根据工具分类:
根据刀具的几何形状,抛光过程可大致分为两种类型。他们是
1.钢珠抛光
2.辊抛光
钢珠抛光:
在这种类型的抛光中,刀具由一个或多个球形组成,由流体或弹簧的液压压力和工件的反作用力支撑在柄上。球抛光原理如图所示。使用液压泵,流体通过球周围的凹槽不断循环,以保持它与工件的接触。当刀具与工件一起进给时,球被压在工件上,导致抛光操作。抛光力可以通过改变流体的液压压力来控制。在一些球抛光工具中,液压油将被弹簧代替,以控制球的定位和施加在工件上的力。

辊抛光:
滚轮抛光,顾名思义,使用一个或多个滚轮的工具。对于多滚子工具,滚子在支撑柄的圆周上。图中所示为使用单辊抛光工具进行抛光操作的示意图。柄将被连接到机器上,这可以是一台钻机或铣床,甚至是一台车床。当刀具与工件接触时,刀柄周围的滚子也会旋转,导致工件的抛光。

抛光的优缺点:
每一种制造工艺都有其自身的优点和缺点,这制约了其在工业中的适用性。抛光也有优点和缺点,这一节讨论。
抛光工艺优势:
1.准确的大小:
零件可以通过高控制的尺寸抛光来生产。因此,可以实现非常接近的公差
2.超细表面光洁度:
非常光滑的表面完成,高达0.05 μm Ra的抛光是可能的。获得的表面光洁度可与任何其他常规表面光洁度操作,如磨削、喷丸等相媲美。
3.提高物理性质:
抛光产生坚硬,耐磨,耐腐蚀的表面,因为冷轧。它还会引起压缩应力,从而增加承受循环载荷的部件的疲劳寿命。
4.更多的经济:
抛光不需要研磨和珩磨,这是昂贵和耗时的过程。抛光可以在任何标准车床或钻床上进行,这消除了初始投资。这个过程不需要熟练工人。任何有操作车床或钻床经验的工人都可以在抛光过程中工作。
5.节省时间:
工件装载在车床、铣床或钻床上不需要重新安装抛光。可以用抛光工具替换之前的工具,并且可以在同一个支架上完成这个过程。这样,循环时间就减少了,从而增加了吞吐量。
6.可调设置:
大多数商业上可用的抛光工具都有可调节的设置,这增加了他们的工作范围。这降低了组件设计中发生任何更改时的成本。
7.可更换磨损部件:
滚轮、滚珠、导辊等易损件的更换方便,以更低的维护成本延长了刀具的使用寿命。
8.各种各样的工件几何形状,如平面,锥形,圆柱形,自由曲面可以通过抛光处理。
抛光工艺的缺点:
1.抛光工具的初始成本高。
2.不能在微型工件上进行抛光。
3.壁较薄的部件强度不够,无法抛光,因为抛光时所施加的力一般都很高。
4.抛光复杂的形状和轮廓需要专门的工具和高度熟练的工人。如果轮廓的设计或形状发生变化,就必须设计和制造一套新的工具。这增加了成本和时间。
抛光的应用:
- 液压系统组件,
- 海豹,
- 阀门、
- 纺锤波,
- 轴上的圆角。
- 家用电器
- 电机和泵行业

平面、圆柱或圆锥表面(内部和外部)的淬火钢和硬质合金辊或用钢丝球安装在夹,图鱼片和沟槽被辊圆的半径,执行图孔抛光和多辊工具钻压,六角车床,卧式钻孔机、组合式机床和自动车床。
抛光和拉削的区别。
| 老不。 | 拉削 | 抛光 |
|---|---|---|
| 1. | 拉削是利用多点拉刀进行去料精加工的一种工艺。 | 这是一个超精加工的过程,其中镜面/釉面光滑的表面,通过使用球或滚轮类型的工具。 |
| 2. | 这是一个机械加工过程 | 该工艺为摩擦工艺,无金属去除 |
| 3. | 工具有小而多的牙齿。 | 光滑的滚轮/球充当工具 |
| 4. | 需要拉或推的力量来移除材料。 | 压球或滚轮需要压力。 |
| 5. | 拉削零件有:轴承盖、缸体、连杆等。 | 抛光零件包括:凸轮及从动件、发动机磨砂件、美观零件等。 |