表的内容
数控机床的分类
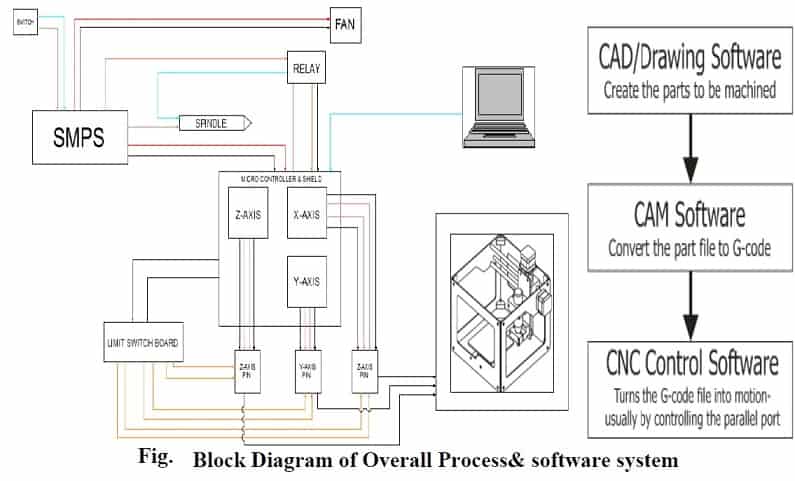
在这篇文章中,我们将看到数控的分类,即数控,数控机床。介绍了数控机床的主要类型。
数控机床分类
在当今时代,由于几何形状的多样性、复杂性、公差、人员技能和资金的可用性等因素的综合考虑,数控机床是根据在成本约束下满足不同要求而设计的。这些机器大致分为以下类别:
(a)基于反馈控制,和
(b)根据控制系统特点。
基于反馈控制
在数控机床中,为了控制机床滑块的位置,需要使用一组机电、气动或液压元件,这些元件统称为伺服机构。数据处理设备的输出通过单独的通道传递到伺服系统,伺服系统反过来驱动机器滑动。该伺服系统基于反馈控制,有三种实现方式:
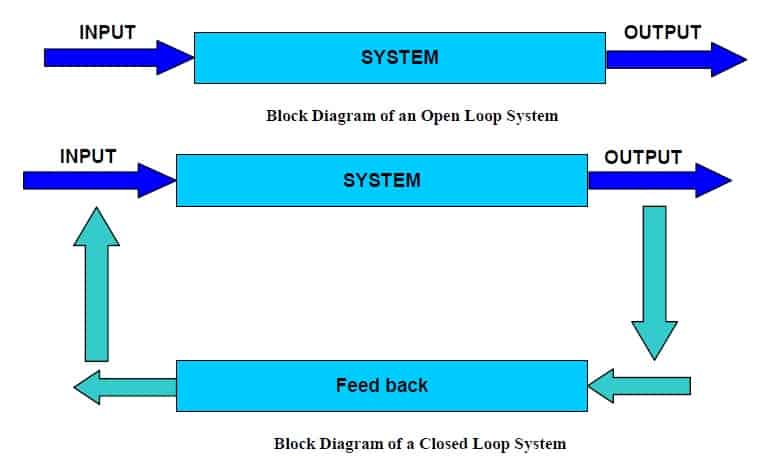
开环系统
在开环系统中,根据从零件程序加载到控制系统中的信息,机器滑动块被置换。因此没有滑动位置的测量,也没有与输入信号比较的反馈信号。滑块的正确运动完全取决于驱动系统将滑块移动到所需的精确距离的能力。最常用的驱动丝杠的方法是用步进电机。步进电机是将电信号转换成比例运动的最简单的方法。由于没有对滑动位置进行检查,系统的精度取决于电机的能力,通过输入提供的准确的步骤数,如图所示。
闭环系统
一个闭环系统从一个称为传感器的测量设备发回一个信号到控制单元。传感器连接到滑道上。该信号指示滑块的实际移动和位置。控制单元继续调整滑块的位置,直到滑块到达目的地,系统有反馈。虽然比开环系统更昂贵和复杂,但该系统提供了更精确的定位。对于这种类型的系统,使用伺服电机。
基于控制系统的分类
有些机床要求将刀具和工件放置在一定的位置,并相互相对移动。根据相对运动,数控机床可分为:
点对点运动控制系统
有些机床,如钻孔、镗孔和攻牙机等,要求刀具和工件放置在一定的相对固定位置,刀具工作时必须保持在这个位置。这些机器被称为点对点机器。与它们一起使用的控制设备称为点对点控制设备。进料速率不需要编程。在这些机床中,每个轴都是单独驱动的。在点对点控制系统中,必须提供给机床的尺寸信息是两个滑块所需的一系列位置。伺服系统可以用来移动滑块,在刀具收回之前,不要试图移动滑块。
直线运动控制系统
在数控系统中,刀具沿着大坐标轴方向的直线工作,如在车削、镗削或铣削操作时,以受控的速度沿进给方向工作,称为直线控制系统。
轮廓或连续路径运动控制系统
其他类型的机床涉及工件相对于刀具的运动,同时进行切割操作。这些机床包括铣床、划线机等,被称为轮廓机,其控制所需的控制被称为轮廓控制。轮廓机也可以用作点对点的机器,但使用它们将是不经济的,除非工件也需要进行轮廓操作。这些机器需要同时控制轴。在轮廓机中,工件和刀具的相对位置需要连续控制。控制系统必须能够接受关于机器滑动速度和位置的信息。进料速度应加以规划。

组合运动控制系统
以上所有的控制系统被组合成一组。大多数夹具镗床、卧式镗床和钻床都采用这种控制系统。这个运动控制系统有3或4个线性轴被连续控制,2或3个旋转运动被控制随定位设施。这种组合用于在加工中心上进行复杂的轮廓加工操作。