表的内容
有关自动机器的信息|类型和方法
自动机器的含义:
自动机器是那些自动执行工件处理和金属切割操作的机器。这些机器在增加生产率方面发挥了重要作用,并且已经长时间使用。必须非常仔细地完成初始设置,因为自动化具有完全自动工作循环,其自动重复以在不参与操作员的情况下产生重复的部件。
在自动化机器中,从进料到夹紧、加工甚至工件的检查都是自动进行的。根据工件的要求,要遵循特定的顺序,并通过使用凸轮、停止、设置、绊带和机器的其他机械运动来实现。
在操作过程中,操作员所要做的就是在定期间隔后检查几个零件,并绘制读数,以便研究尺寸的趋势,从而确定机器的设置。当酒吧存货用完或需要更换时,他还必须更新。在半自动机器中,运动是自动控制的,但工作必须在每个操作周期的开始和结束时从卡盘中装入和取出。
自动机械方法:
用于实现机器的部分或完全自动工作的各种方法如下所述:
(i)传统机器可采用合适的送料装置,如料斗、带料辊等,使其在物料输送方面部分自动化。
(ii)(ii)通过掺入凸轮和机械运动,可以在馈送和转动运动的操作中自动进行用于转动操作的机器,该设置可以为机器的容量中的各种部件中的任何一种制成。。
通常,一组设置(凸轮等)旨在仅适用于一个特定工件的给定条件,并且从一个作业改变到其他工作,所以需要改变所有凸轮,其成本施加了最小的运行该设置比采用更标准的机器更经济。
(iii)第三类自动化包括专门用于特定部件的操作的机器,通常用于钻井和分析操作。
(iv)第四类包括转移加工系统,在这种系统中,机器是由一组加工单元组合而成,并与某种形式的输送机或分度工作台一起使用,以便工作可以通过相关操作的顺序自动移动。
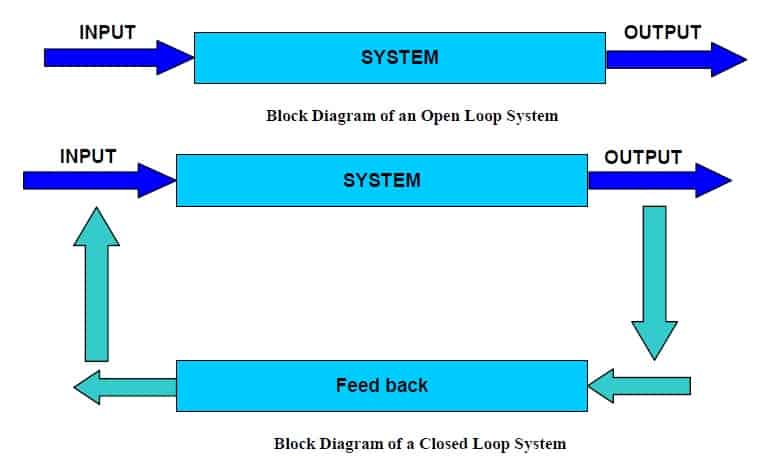
(v)到目前为止,我们所考虑的机器的驱动和控制是基于机械运动的。近年来,由于自动反馈控制电路和电子计算机的引入,自动化的概念完全改变了。
反馈系统的原则下的信息元素被控制即工具或刀反馈电到控制系统,它与设置值和相应工具然后移动,因此连续系统的监控和修正。
自动机器的分类:
自动化可以根据其尺寸,工作的具体性质,空白机加工,加工容量,加工精度,设计特征,操作原理和操作原理等。它们可以是水平或垂直类型的主轴。这些也根据主轴和工作位的数量进行分类。
自动化广泛分类为两大类:
(i)装弹自动机器:
这些零件被用来加工成毛坯的形式,这些毛坯已经被适当地加工成适当的尺寸,然后送入自动化设备。
在机器上引入任何形式的自动喂料,结果是经济的,因为一个操作员可以处理多个机器,而不是局限于一台。
自动棒条机:
这些用于从杆或管道上加工工作件。
这些进一步归类为:
(一种)单轴机:
(1)自动切断机器
(2)瑞士式自动螺杆机
(3)炮塔自动螺丝机。
(b)多主轴机:
适合杆件和卡盘工作。
一般来说,绞盘和转塔车床逻辑发展的单轴自动化也可以从分类的角度考虑如下:
(i)具有可移动头部股票和固定工具的单轴机。(也称为瑞士型或滑动头机)。
(ii)单轴机,带有固定头库存和可移动工具。(也称为自动螺丝机或炮塔型)。瑞士机器的机器采用“布什转动法”。酒吧股票由移动的头库存向前喂给静止工具。
在此过程中,杆状衬垫由靠近切割工具的工作边缘的引导衬套支撑,因此悬垂降低到最小,因此,可以将工作加工到非常近的限制。
这种类型的机器有以下四个主要部分:
(i)通过夹头通过和抓住杆状的滑动架。
(二)工具支架,支撑5个工具滑块,以及用于棒料的导向衬套。
(iii)凸轮轴,控制同步杆库存,以及切削刀具运动。
(iv)辅助附件,用于执行各种操作,例如钻孔,敲击,拧紧,螺旋桨调整等。
自动机床的转塔式有一个有六个工位的转塔。所述转塔安装在与主轴成直角的水平轴上,通过顺时针方向分度,可沿机床主轴连续呈现各种刀具。
可以使用两个或三个横向滑动以及独立摆动停止。一些特殊的附件也用于降低生产成本并提高生产效率。
在多主轴自动化中,同时加工许多杆或部件的杆或部件,从而增加了机器的生产输出。机器中的主轴数可以是四个,五个,六个或八个,但是四个主轴类型是最常用的。
在其中,为每个操作提供单独的主轴,并且固定到公共水平凸起或端部滑动的所有端部工具,同时工作。携带股票条的主轴以针对每个端部工具站索引。连接的横向滑动,刀具附着,也可以与每个主轴相邻。
在自动机器中,CAMS发挥最重要的作用,采用自动机器的各种工具滑块,炮塔和工作特征。凸轮可以由圆盘制成,或者可以是安装在圆鼓上的节段形式。