各种类型的造型机挤压机,震动机,抛沙机
模塑是一种技术,通过这种技术,一种材料,通常是塑料,也可以是金属,橡胶或粉末混合物在模具或模具的轮廓上成形。成型材料有许多不同的技术,正如每一种工艺都有许多不同的应用。
塑料主要有两种:热固性塑料和热塑性塑料。这两种塑料的主要区别在于热固性塑料是永久固化的。这意味着,一旦塑料被熔化成某种形状,它就不能再熔化成熔融的塑料。一旦塑料成型,它就会保持原来的形状。如果塑料被熔化了,它就会燃烧。这与热塑性塑料不同,热塑性塑料可以固化成某种形状,然后熔化成熔融塑料,并通过进一步固化进行改造。

1型。上次试验:
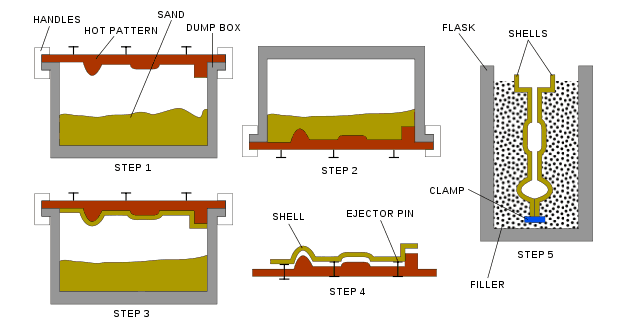
挤压式造型机的工作原理如图所示。将样板夹在机台上,将烧瓶放到位。一个砂框放置在烧瓶上,然后从漏斗中装满沙子。
接下来,机台向上移动,挤压模板和固定的挤压头之间的沙子。挤压头进入砂框并压实砂子,使其与烧瓶的边缘水平。这些机器把砂子压得更硬,压得更软。挤压机是非常有用的浅模式。
2型。使机器:
在这台机器中,通过压缩空气或其他适当的力量的应用,通过活塞工作台的安排,将沙子挤压到压板上,从而压缩沙子。
夯击最好是在施加压力的砂盘界面,而不是靠近模式,而在震击机中,夯击最好围绕模式。因此,震动和挤压的组合可以得到最好的结果,这两种操作都可以在一台称为震动-挤压成型机的机器中进行(图)。在纯挤压时,如果深度不是太大,模具的两个部分可以同时成型。它通常限于相当浅薄的工作。
类型3。抛砂机:
在本机中,型砂由叶轮装置甩出,由于惯性使型砂充填到烧瓶中。在这种方法中,砂密度在所有层次上是最均匀的,因此,它是最适合于任何类型的模具的方法。
密度可以通过改变叶轮的速度来控制,叶轮的速度通常在1200到1800转/分之间。但是,它最适合中型到非常大的尺寸。该机一般有各种规格,砂石移动速度约为3000米/吨。型砂应与适当的粘结剂等混合,使型砂易于流入,并使粘结剂变硬。
图中解释了其他各种注塑机,其原理图不言自明。