表的内容
壳成型 - 步骤,优点和缺点
壳塑料成型,也称为壳模铸造,是一种消耗的模具铸造工艺,采用树脂覆盖的砂形成模具。与砂铸件相比,该过程具有更好的尺寸精度,更高的生产率率和较低的劳动力要求。它用于小于需要高精度的中等部分。
壳体铸造是一种类似于砂铸件的金属铸造方法,其熔融金属倒入消耗的模具中。然而,在壳体模具铸造中,模具是一种薄壁壳,从施加围绕图案施加砂树脂混合物。所述模式是具有所需零件形状的金属件,可重复使用以形成多个外壳模具。可重复使用的图案允许更高的生产率,而一次性模具能够施放复杂的几何形状。壳体铸造需要使用金属图案,烤箱,砂树脂混合物,倾卸箱和熔融金属。
壳型铸造工艺包括以下步骤:
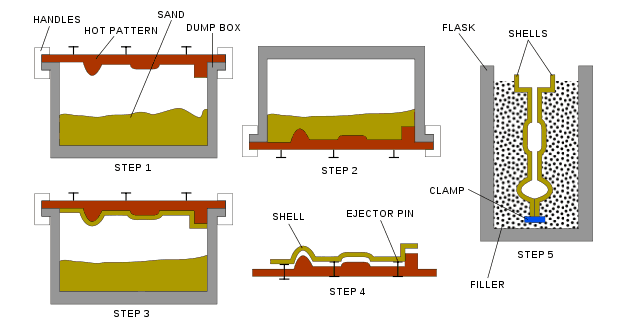
创建模式,两件式金属图案以所需部件的形状产生,通常由铁或钢制成。有时使用其他材料,例如用于低体积生产或石墨的铝,用于铸造反应材料。
模具创造 -首先,将每种图案一半加热至175-370℃(350-700°F)并涂有润滑剂以便于去除。接下来,将加热的图案夹紧到卸料盒,其含有砂和树脂粘合剂的混合物。倒箱反转,使该砂树脂混合物涂覆图案。加热图案部分地固化混合物,该混合物现在形成围绕图案的壳。每个图案半和周围壳体固化到烘箱中完成,然后将壳体从图案中喷射。
模具装配,两个壳一半连接在一起并牢固地夹紧以形成完整的壳体模具。如果需要任何核心,则在关闭模具之前插入它们。然后将壳体模具置于烧瓶中并由背衬材料支撑。
浇注 -模具牢固地夹紧,同时将熔融金属从钢包倒入门控系统并填充模腔。
冷却 -在填充模具之后,使熔融金属冷却并固化为最终铸造的形状。
铸造去除 -在熔融金属冷却之后,可以破碎模具并除去铸件。需要修剪和清洁工艺以从进料系统中除去任何过量的金属,以及来自模具的任何沙子。
好处
壳体法具有许多独特的特性,使其成为铸造厂中一个重要的工艺。这些属性可以简写为:
- 优良的表面光洁度:壳体砂工艺能够生产出优异的表面光洁度和产生非常精细的细节的能力的铸件。
- 尺寸精度:该工艺能够生产出尺寸公差严格的铸件。由于这一特点,可以减少加工余量,最终有助于降低装修和精加工成本。外壳工艺可以很容易地适应更少的锥度比传统生产工艺的深拉图案。
- 空心核心:用贝壳砂可以制成空心芯和薄型面模具。这一特点使砂的使用更经济,操作更方便。中空岩心可以增加渗透率,因此也可以使用非常细的砂岩。
- 砂金比:这是一种独特的过程,可提供空心芯和薄壁模具,这导致重量减轻和储蓄。正常的砂与金属比为1:1,其远低于其他过程。
- 易于处理:外壳成型的模具和芯在存储和搬运过程中具有特殊的抗损坏能力。它们具有非常高的耐潮湿性,可以很容易地长期储存。
- 耐湿气吸收:壳种对水分的耐抗性较高,可以一起储存在潮湿的条件下。壳体成型工艺中使用的树脂非常稳定,防潮。
- 优秀的流动特性:与基于湿砂混合物的过程相比,沙子上的干涂层具有更好的流动性和吹风能力。该物业有助于生产复杂的芯和模具,可以吹至更大的密度。例如水夹克的核心。
- 少夹杂物和高热稳定性:由于酚醛树脂具有较高的热稳定性,贝壳砂不易被熔融金属侵蚀。这一独特的特性有助于减少非金属老化和结痂等缺陷。
- 较小的模式磨损:由于大多数花纹是由铸铁制成的,很少或没有磨损,因此花纹的寿命较高。这有助于生产大量铸件,没有太多困难。
缺点
- 工艺成本高:用于外壳工艺的酚醛树脂非常昂贵。与其他工艺相比,使用树脂的百分比也很高。因此,这一过程需要非常严格的控制外壳厚度,否则将牺牲过程的竞争力。
- 高收费成本:壳体工艺本质上是热固性的,从而需要更高的固化温度。所用的图案是铸铁,具有光滑表面,具有非常低的膨胀系数。
- 周期:相对而言,壳体工艺比冷箱或Co2工艺所需的周期时间更长。
- 限量铸造重量:外壳成型工艺最适合用于小型、复杂和重量轻的铸件。该工艺可以有效地用于铸造重量高达80公斤。