表的内容
绿砂造型-步骤,优点和缺点
湿砂造型
绿色砂型由沙子(二氧化硅砂SiO2)、粘土(作为粘合剂)和水的混合物组成。“绿”这个词与潮湿或新鲜的状态联系在一起,因为霉菌被留在潮湿的状态下,因此得名“绿砂型”。这种类型的模具是最便宜的,并且有一个优点,用过的砂很容易回收。但霉菌在潮湿条件下,体质较弱,不能长期保存。因此,这种模具用于中小型铸件。
阅读更多:
绿砂成型的主要方法有:
- 松砂的方法
- Bedded-in-method
- 人事变动的方法
松砂的方法
是最简单的绿砂造型形式,特别适用于实体造型。为方便工作和浇注,整个模具在铸造地面或在地面以上的砂层中制作。不需要模箱,模具上表面是开放的。经过适当的平整后,将图案压在砂床上,制作模具。浇铸盆在模具的一端,溢流槽在从模具底面精确的高度切割,以提供必要的厚度。
安置在方法
在这种方法中,模具被锤压或压入铸造地面的砂子中,或在部分填满砂子的拖曳中形成模具型腔。砂土应压紧花纹砂土;一个cope被放置在图案上。压紧吊桶,切断流道和立管,吊起吊桶箱。现在,图案被收回,表面的拖动和cope更换在其正确的位置,以完成模具。
3)人事变动方法
其中一半的图案与它的平的一面放置在模板上,一个拖板被撞和滚动。另一个图案的一半和一个cope box放置到位。在夯击后,将桶盖取下,将两半图案摇匀并收回。现在模具上的凹槽被替换了。

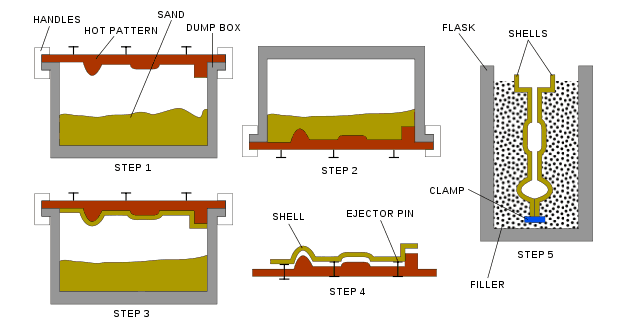
绿砂成型的步骤
- 样板的前一半放在样板板上。
- 拖拽与定位销一起放置。
- 型砂被填入型砂箱以覆盖型砂。
- 拖轮完全填满砂子,直至顶部,并由手夯锤的尖端进行夯击。
- 多余的砂土用打滑棒抹平。
- 阻力被倒置了。
- 表面用分型砂。
- 图案的另一半是如何正确地放置在已经放置的另一半上
- 底座放置在拖板上并使用销钉对齐。
- 浇口销垂直放置,用于浇注熔融金属。
- 立管被放置在图案的最高点之上,以逸出气体并识别熔融金属的水平。
- 型砂又一次填满了筒体箱,并捣实。
- 取下立管和浇口销。
- 在浇口针孔的顶部开有漏斗形的开口,称为浇盆。
- 盖子被提起,翻过来放在地板上。
- 花纹块被小心地移走了。
- 切断连接浇口盆和模具间隙的浇口。
- 盖子小心地放在拖板上。
- 浇注熔化的金属。
绿砂造型优势:
- 绿砂型比干砂型软。这允许在铸件凝固和冷却时更大的自由施工。
- 绿色砂型是相当强大的小深度,因为气体从他们逃逸。
- 绿色砂型不需要任何支撑操作或设备,但要使用干砂芯。
绿砂造型的缺点:
- 绿砂型不能长时间存放。
- 绿色砂型不像其他砂型那样坚固,在搬运或浇注过程中容易损坏。
- 从绿砂型获得的铸件表面光洁度不是很光滑。
- 生砂模具缺乏透气性和强度,造成气孔等缺陷。