失蜡铸造-工艺、优缺点
低蜡铸造简介:
失蜡铸造是一种古老的工艺,在成型过程中蜡模熔化,因此这个工艺被称为失蜡铸造。不同的铸造厂使用不同的失蜡铸造方法,这一过程的可靠性继续吸引着铸造工人和艺术家们。只有在这个过程中,才能捕捉到雕塑、饰品和汽车的复杂设计。这种古老的金属铸造方法,即失蜡铸造,从未失去其光泽,尽管这一工艺的名称已被修改为熔模铸造等名称。
阅读更多:铸造工艺-机械面试问题及答案
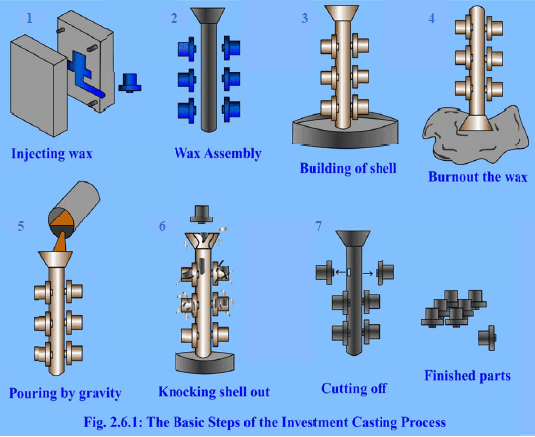
失蜡铸造工艺步骤:
传统上,在失蜡铸造中,每一个模具都是手工制作蜡模。但是今天,一个图案可以用来制作多个图案,即使图案在制作过程中会丢失或融化。实型或空心型可用于成型目的。

以下是间接过程的步骤:
- 制模。艺术家或模具制造商用蜡、粘土或其他材料制作原始模型。蜡和油基粘土通常是首选,因为这些材料保持其柔软性。
- 制模。模具是由原始模型或雕塑制成的。刚性的外模包含较软的内模,这是完全否定的原始模型。内模通常由乳胶、聚氨酯橡胶或硅酮制成,由外模支撑。外模可由石膏制成,也可由玻璃纤维或其他材料制成。大多数模具至少由两件组成,在制作过程中,零件之间会放置一个带键的垫片,这样模具就可以准确地重新组装在一起。如果有长,薄片延伸出模型,他们经常切断原始和分别成型。有时需要许多模具来重建原始模型,特别是大型模型。
- 蜡。模具完成后,将熔融蜡倒入模具中,并旋转直至形成均匀的涂层,通常约1⁄8英寸(3毫米)厚,覆盖模具的内表面。这样重复,直到达到所需的厚度。另一种方法是用熔化的蜡填充整个模具,让它冷却,直到模具表面达到所需的厚度。在这之后,剩余的蜡被再次倒出,模具被翻转过来,蜡层被留下冷却和硬化。用这种方法更难控制蜡层的总体厚度。
- 除蜡. 从模具中取出原始模型的空心蜡模。模型制作者可重复使用模具制作多个副本,但仅限于模具的耐久性。
- 追逐. 然后,每个空心蜡模都会被“开槽”:用一个加热的金属工具擦去显示分模线或飞边的标记,这些标记显示了模具各部分在一起的位置。蜡经过修饰以掩盖任何瑕疵。蜡现在看起来像成品。单独模制的蜡片现在可以加热和附着;铸造厂经常使用注册标志来准确地标明他们的去向。
- 弹射。蜡像复制品上有一个树状的蜡结构,最终会为熔化的铸造材料流动和空气逸出提供路径。精心设计的喷浆通常从顶部的一个蜡“杯”开始,蜡“杯”由蜡缸连接到蜡复制品的各个点上。弹簧不需要是空心的,因为它将在稍后的过程中熔化。
- 泥浆。将浇铸蜡副本浸入硅石泥浆中,然后浸入砂状灰泥或控制粒度的干燥结晶硅石中。泥浆和砂砾的组合被称为陶瓷外壳模具材料,尽管它不是由陶瓷制成的。让外壳干燥,并重复该过程,直到至少半英寸的涂层覆盖整个外壳。工件越大,外壳越厚。只有杯子的内部没有涂层,而杯子的平顶在这个过程中充当了工件站立的底座。
- 倦怠。涂有外壳的陶瓷片被倒放在窑中,其热量使二氧化硅涂层硬化成外壳,蜡融化并流出。熔化的蜡可以回收和再利用,尽管它经常被简单地烧掉。现在,在坚硬的陶瓷外壳内,原来的艺术品只剩下以前被蜡占据的负空间。馈线,排气管和杯现在也是中空的。
- 测试。让陶瓷外壳冷却,然后测试水是否能自由流过加料器和通风管。裂缝或泄漏可用厚耐火膏修补。为了测试厚度,可以在外壳上钻孔,然后修补。
- 倾倒贝壳在窑中再次加热,使补丁变硬,去除所有水分的痕迹,然后将杯状向上放入装满沙子的桶中。金属在熔炉中的坩埚中熔化,然后小心地倒入外壳中。壳层必须是热的,否则温差会把它打碎。然后让填充的外壳冷却。
- 释放。外壳是锤击或喷砂,释放出粗糙的铸件。这些浇铸件也是用金属忠实地重新铸造的,它们被切断,材料可以在另一种浇铸中重复使用。
- 金属追逐。就像追踪蜡像副本一样,铸造工作一直进行到铸造过程的蛛丝马迹被清除,所以铸造现在看起来像原始模型。铸件内气泡留下的凹坑和浇口的根部被锉平和抛光。
失蜡铸造的应用:
自古以来,失蜡工艺就被用于铸造珠宝和小零件。它也被用来制造时尚配件,如胸针和扣。一些汽车制造商使用泡沫消失技术来制造发动机缸体。如今,失蜡工艺被用于牙科修复、精美珠宝、雕塑等。银、金、铝、黄铜或青铜都是用这种方法铸造的。
脱蜡铸造的优点:
- 脱蜡工艺可用于任何可能燃烧、熔化或蒸发以离开模具型腔的材料
- 忠实地复制了原始蜡的每个细节
- 允许采用其他方法无法成形的铸件。