表的内容
重力压铸工艺-优势和应用
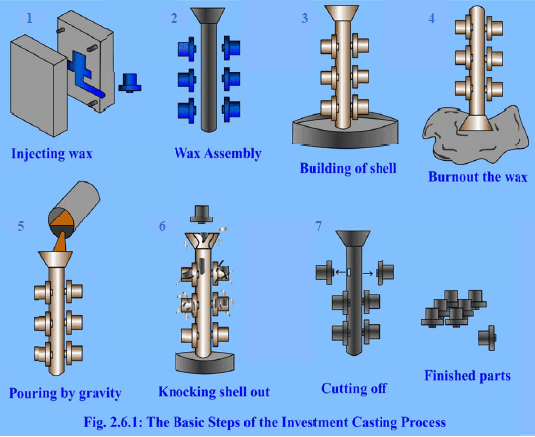
什么是重力压铸?
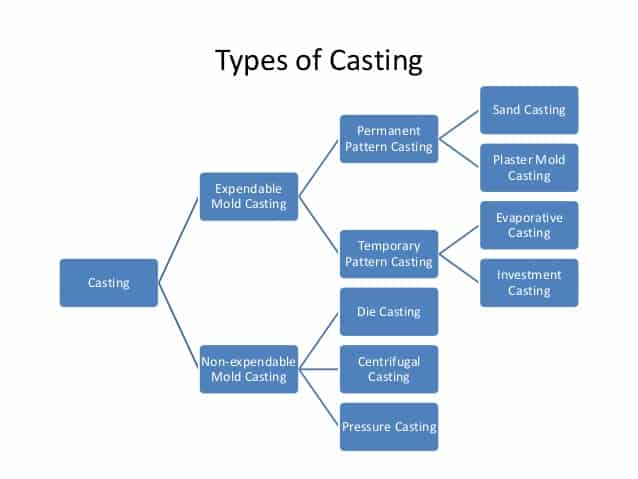
重力压铸是一种永久性的结晶器铸造工艺,熔化的金属从容器或钢包倒进结晶器中。模具型腔的充填不需要重力以外的任何力量,可通过倾斜模具来控制充填。通过使用砂芯,可以将凹口和空腔整合到组件形式中。这种工艺比砂型铸造具有更好的表面光洁度和更好的机械性能,这都是由于快速凝固。
此外,该工艺比铝砂铸造有更高的铸造率,但金属型比砂型成本更高。该工艺的优点包括可能的低气孔率,并可以实现细晶粒尺寸。
与砂型铸造相比,这种工艺需要较少的修整和修补,重力压铸倾向于生产更高质量的产品。在模具制造中,重力压铸生产方法通常比砂型铸造成本更低。
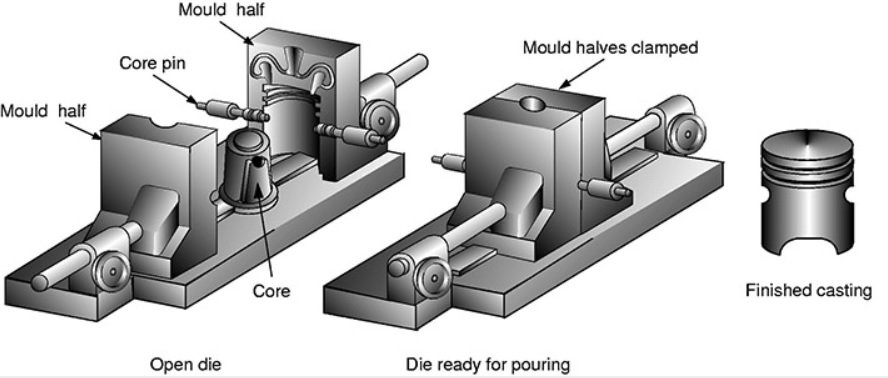
重力压铸工艺
它包括四个步骤:
- 的模具加热,然后喷上一层耐火涂层,和关闭。在制造过程中,涂层既有助于控制模具的温度,也有助于铸件的去除。
- 然后手工将熔化的金属倒入模具中,(虽然在某些情况下可以使用机器),并允许固化。
- 的然后打开模具,取出铸件用手或在某些情况下,顶针是用在机械化机器上。
- 最后,废料,包括闸门,流道,浇口和闪光,被删除从铸造(年代)。的然后对铸件进行加工去除锋利的边缘和多余的材料,然后喷砂清理(如果需要的话)在发送给客户之前。
经济因素
- 生产速度为5-50 /h,但取决于尺寸。
- 交货期可能长达数周。
- 材料利用率中等至较高(10%至40%的废料损失,但可回收)。
- 如果精度和表面光洁度不是问题,可以用砂芯代替金属或石墨,以获得更大的经济效益。500-1000的产量可能是可行的,但适合更高的产量。
- 工具成本适中。
- 设备成本适中。
- 劳动力成本低到适中。
- 加工成本低至中等。盖茨必须被移除。
典型的应用
- 气缸盖
- 发动机连杆
- 活塞
- 齿轮和模坯
- 厨房用具
- 齿轮空白
- 设备外壳
- 管件
- 轮子
模具重力铸造的优点:
- 良好的尺寸精度
- 比砂型铸造表面光洁度更高
- 与砂型铸造相比,提高了机械性能
- 与砂型铸造相比,可以铸造更薄的壁
- 反向草稿内部口袋和模板可以使用预制砂芯镶件铸造
- 钢销和镶件可以铸造在零件中
- 与其他工艺相比,生产时间更快。
- 一旦工具得到验证,产品质量是非常可重复的。
- 外包模具安装成本可以比英国砂型铸造低。