表的内容
铸造工艺类型及其应用
金属铸造过程从创建一个模具开始,这是我们需要的部分的“反向”形状。模具是用耐火材料制成的,比如沙子。金属在烤箱中加热直到熔化,熔化的金属被倒入模具腔中。液体形成腔的形状,腔的形状就是零件的形状。冷却直至凝固。最后,将凝固的金属部分从模具中取出。
铸造的定义- - - - - -铸造是指将熔化的金属倒入难熔的模具腔内,使其凝固。通过打破或拆开模具,将凝固的物体从模具中取出。凝固的物体叫做铸件。该方法所遵循的技术被称为铸造过程。
阅读更多:铸造和锻造/成形工艺的区别
我们每天在设计中使用的大量金属部件都是铸造的。
原因包括:
(a)铸件可以生产具有内部空腔和空心截面的非常复杂的几何零件。
它可以用来制造小的(几百克)到大的(几千公斤)零件
(c)它是经济的,几乎没有浪费:每个铸件中多余的金属被重新熔化和再利用
(d)铸造金属是各向同性的——它在任何方向上都具有相同的物理/机械性能。
读也:铸造过程中使用的模具类型
铸造的常见例子:门把手、门锁、电机、泵等的外壳或外壳,许多汽车的车轮。铸造在玩具工业中也大量使用来制造零件,例如玩具汽车、飞机等。
-

- 类型的铸件

铸造工艺分类:
1.传统的成型过程
- 湿砂造型
- 干砂造型
- 无箱造型
2.化学型砂工艺
- 壳型
- 水玻璃砂
- 没有刹车造型
3.永久模过程
- 重力压铸
- 压铸
4.特殊的铸造过程
- 熔模铸造
- 连铸
- 真空密封造型
- 挤压铸造过程
- 离心铸造
- 石膏模
- 消失模铸造
- 陶瓷壳型
- 空心铸造
- 搅拌铸造
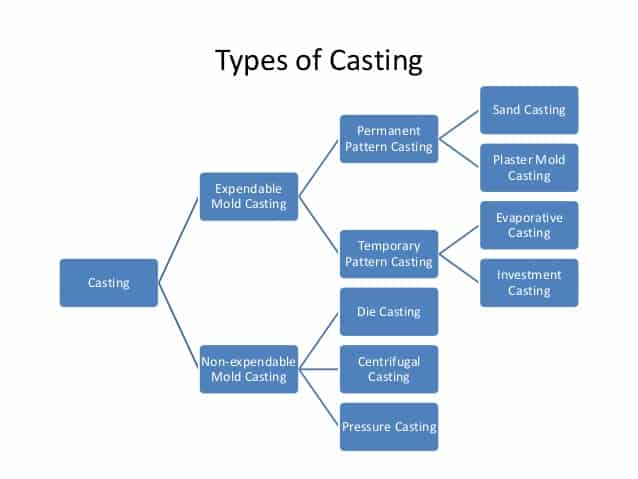
铸造工艺类型:
金属铸造工艺的两大类
1.消耗性模具工艺-
- 加工后的模具必须被销毁,以移除铸件。
- 每一个新的铸件都需要一个新的模具。
- 生产速度往往受到制作模具的时间限制,而不是铸造本身。
- 更复杂的形状是可能的。
- 模具材料:砂、石膏等类似材料+粘合剂。
消耗型铸造进一步分类为:
- 砂造型
- 壳型
- 熔模铸造
- 全型铸造
- 二氧化碳成型
2.永久模具加工-
- 模具是由金属制成的,可以用来制造许多铸件。
- 零件形状有限
- 在高产量的生产操作中,永久模具工艺更加经济;
- 模具:由金属制成,也有不常见的陶瓷耐火材料
永久型铸造进一步分类为,
- 离心铸造
- 压铸
- 空心铸造
- 挤压铸造
不同类型的铸件,它们的优点,缺点,和例子。
1.砂模铸造:
砂型铸造是最流行和最简单的铸造类型之一,并已使用了几个世纪。砂型铸造比永久型铸造的批量更小,成本也非常合理。
在砂型铸造过程中采用台阶;
1.模式:图案是铸件的复制品。图案是用木材、金属、蜡、石膏等制成的。制模使用了各种工具和设备。
2.成型及制芯:利用模板制作模腔,用模芯制作铸件中的空心件。
3.熔化和铸造:在炉中熔化金属,倒入模腔中。等到它凝固。当铸件凝固时,将铸件从砂子中取出。
4.铸件的清理:将铸件从砂子中取出后,切割流道和冒口,并修剪模具分型线处出现的飞边。
5.铸造的测试:检查铸件的各种缺陷。
2.成型及制芯:利用模板制作模腔,用模芯制作铸件中的空心件。
3.熔化和铸造:在炉中熔化金属,倒入模腔中。等到它凝固。当铸件凝固时,将铸件从砂子中取出。
4.铸件的清理:将铸件从砂子中取出后,切割流道和冒口,并修剪模具分型线处出现的飞边。
5.铸造的测试:检查铸件的各种缺陷。
砂型铸造的优点金属种类繁多,尺寸、形状、成本低
砂型铸造的缺点-光洁度差,公差大
砂型铸造的例子发动机缸体,缸盖
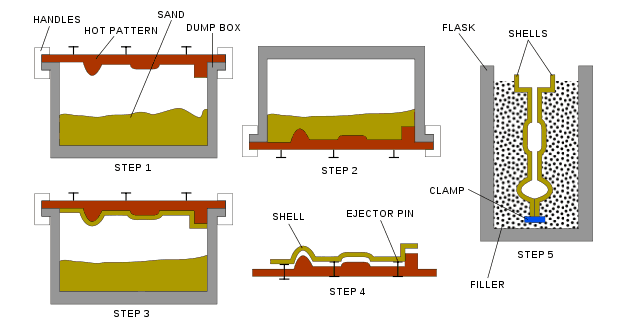
2.壳型铸造:
壳型铸造类似于砂型铸造,但型腔是由一个硬化的“壳”的沙子形成,而不是一个装满沙子的烧瓶。所用的砂比铸造砂细,并与树脂混合,这样它就可以被图案加热并硬化成图案周围的外壳。由于树脂和更细的沙子,它提供了更细的表面光洁度。
壳型铸造,也被称为壳型铸造是一种消耗型铸造工艺,使用树脂覆盖的砂来形成模具。与砂型铸造相比,该工艺具有更好的尺寸精度,更高的生产率,更低的劳动力要求。适用于精度要求高的中小型零件。壳型铸造是一种类似于砂型铸造的金属铸造工艺,将熔化的金属倒入一个消耗型中。然而,在壳型铸造中,模具是一个薄壁的外壳,通过在一个图案周围应用沙子-树脂混合物而形成。模式,一个金属块在所需的部分的形状,是重复使用形成多个壳模具。可重用的模式可以提高生产率,而一次性模具可以铸造复杂的几何形状。壳型铸造要求使用金属模板、烘箱、砂树脂混合物、卸料箱和熔融金属。

外壳成型工艺步骤
创建模式,一种两件套的金属图案通常是由铁或钢制成的,它是按照所需零件的形状制作的。有时还使用其他材料,如用于小批量生产的铝或用于铸造活性材料的石墨。
模具创造- - - - - -首先,每个图案的一半被加热到175-370°C(350-700°F),并涂上润滑剂以方便去除。接下来,加热的图案被夹在一个倾倒箱,其中包含沙子和树脂粘合剂的混合物。倾倒箱是倒置的,允许这种砂树脂混合物涂在图案上。加热后的图案部分固化了混合物,现在混合物在图案周围形成了一个壳。每个图案一半和周围的外壳在烤箱中固化完成,然后外壳从图案中弹出。
模具装配,两半壳连接在一起,并牢固地夹紧形成完整的壳模具。如果需要任何铁芯,在关闭模具之前插入。然后将壳模放入烧瓶中,并由衬垫材料支撑。
倒,当熔化的金属从钢包中倒入浇注系统并填满模腔时,模具被牢固地夹住在一起。
冷却,在模具被填充后,熔化的金属被允许冷却和凝固成最终铸件的形状。
铸造删除- - - - - -熔化的金属冷却后,就可以打破模具,取出铸件。需要进行修整和清洗,以清除进料系统中的多余金属和模具中的砂子。
壳型铸造的优点:精度、光洁度更高,生产效率更高
壳型铸造的缺点:有限的部分尺寸
壳型铸造的例子:连杆、齿轮箱。
阅读更多:外壳成型-步骤,优点和缺点
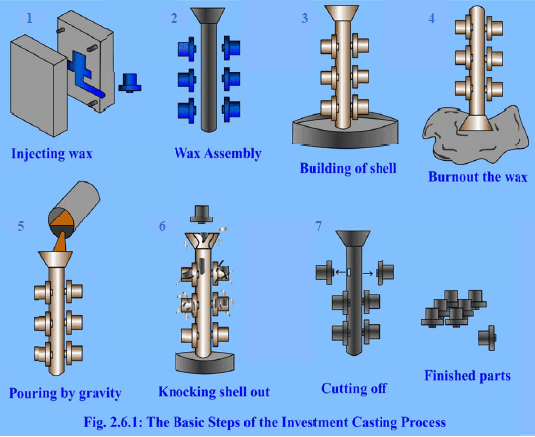
3.熔模铸造:
熔模铸造(艺术中称为失蜡铸造)是一种已经实践了数千年的工艺,失蜡铸造是已知最古老的金属成形技术之一。从5000年前蜂蜡形成的图案,到今天的高科技蜡、耐火材料和特殊合金,这些铸件确保了高质量的组件的生产,其关键优点是准确性、重复性、多功能性和完整性。
失蜡法:
它也被称为失蜡法。这种方法包括使用一种周围有耐火材料外壳的消耗性图案来形成铸造模具。熔模铸造的步骤是;制作一个主图案,制作蜡图案,制作一棵蜡图案的树在上面涂上一层细硅砂和水的浆液,熔化蜡图案,烘烤模具,制作一个铸件。它通常被用于饰品和珠宝。

熔模铸造优势:
- 尺寸精度高,公差小。、铸件无一般缺陷,可轻松铸造复杂形状。
- 铸件上无分型线。
熔模铸造的缺点:
这个过程很昂贵。只有小的工作可以做。
熔模铸造的应用:
飞机发动机的零件,喷嘴,叶片和涡轮机的叶片。首饰、机床、仪器等零件。
阅读更多:熔模铸造工艺步骤
4.离心铸造
在这个过程中,熔化的金属被倒入模具中,并允许在模具旋转时凝固。金属被浇注到模具的中心,在它的旋转轴。由于离心力,液态金属被抛向外围。
离心铸造是重力和压力无关的,因为它使用一个临时的砂型在旋转室中以高达900 n的速度产生自己的力供量。半离心和真正的离心加工允许每小时生产30-50件模具,批量加工的实际限制总质量约为9000公斤,典型的每件产品限制为2.3-4.5公斤。
在离心铸造中,离心力对铸件的成形和喂料起着重要作用。在这个过程中,当金属被倒入模具时,模具围绕中心轴快速旋转。利用离心力使液态金属分布在模具的外表面。空心圆柱体和其他环形的形状就是这样形成的。离心力使倾倒的金属和凝固的金属向外飞,远离旋转轴,这种倾向对金属或铸件产生高压力,而较轻的熔渣、氧化物和其他较轻的夹杂物则被推向中心。
轴可以是水平的、垂直的或倾斜的。铸件从外部向旋转轴冷却凝固;因此,它的结果是良好的定向凝固。因此铸件不会收缩。它可以用金属或衬砂模具生产,主要取决于所需的数量。
轴可以是水平的、垂直的或倾斜的。铸件从外部向旋转轴冷却凝固;因此,它的结果是良好的定向凝固。因此铸件不会收缩。它可以用金属或衬砂模具生产,主要取决于所需的数量。

离心铸造的优点-圆筒形零件大,质量好
离心铸造的缺点-昂贵的,有限的形状
离心铸造的例子管道、锅炉、飞轮
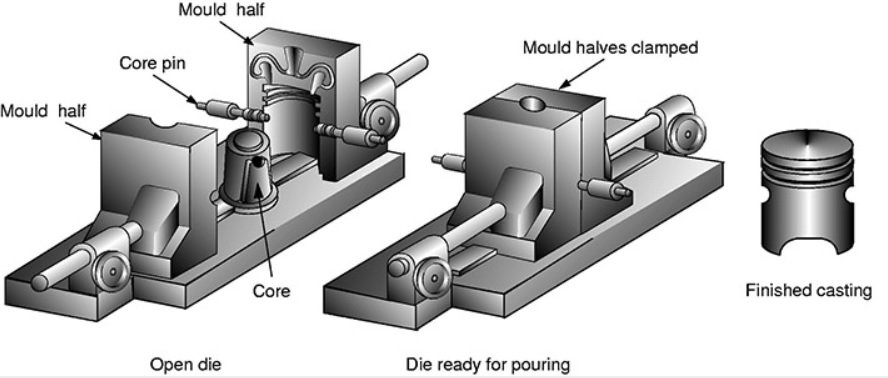
5.金属型铸造
永久型铸造是一种金属铸造工艺,采用可重复使用的模具(“永久模具”),通常由金属制成。最常见的方法是利用重力来填充模具。然而,气体压力或真空也被使用。典型的重力铸造工艺的一种变体,称为泥浆铸造,生产空心铸件。常见的铸造金属有铝、镁和铜合金。
永久型铸造的优点光洁度好,气孔率低,产量高
永久型铸造的缺点-昂贵的,有限的形状
永久型铸造的例子齿轮、齿轮箱
6.压铸件:
压铸过程迫使熔化的金属在高压下进入模腔(这些模腔被加工成模具)。大多数压铸件由有色金属制成,特别是锌、铜和铝基合金,但黑色金属压铸件也是可能的。压铸方法特别适用于许多需要良好细节、良好表面质量和尺寸一致性的中小型零件的应用。
热室压铸
在一种热室浸没式柱塞式机器中,柱塞在鹅颈铸件的一端操作,鹅颈铸件浸没在熔化的金属中。当柱塞处于上部位置时,金属通过柱塞下方的孔通过重力流进铸件中,所夹住的金属液通过鹅颈通道和内浇口被压入模具中。当柱塞缩回时,通道再次充满适量的熔融金属。由耐火材料制成的柱塞可以手动或机械和液压驱动。加热在整个操作过程中持续进行,以保持熔化的金属足够液态。

压铸的优点-尺寸精度高,生产效率高
模具铸造的缺点-昂贵的模具,小零件,有色金属
模具铸造的例子精密齿轮,相机机身,汽车车轮
7.石膏型铸造
石膏铸造与砂型铸造相似,不同的是石膏代替了砂型材料。一般情况下,模具的准备时间不到一周,之后可以达到1 - 10个单位/小时的生产速度,大到45公斤(99磅),小到30克(1盎司),表面光洁度很好,公差很紧。
石膏型铸造的优点-形状复杂,表面光洁度好
石膏模铸造的缺点-有色金属,产量低
石膏模铸造的例子机械零件原型
8.连铸
连续铸造是一种铸造工艺的改进,用于连续、大批量生产具有恒定截面的金属型材。熔化的金属被倒入一个开放的水冷模中,这使得固体金属的“表皮”形成在仍然是液体的中心,逐渐从外到内固化金属。凝固后,钢条(有时被称为钢条)不断地从模具中抽出。
连铸的优点
- 100%铸造成品率。
- 这一过程易于机械化,因此单位劳动力成本较低。
- 铸造表面更好
- 铸件的增益尺寸和组织易于控制
- 高产率。
连铸的缺点:
- 模具需要连续和有能力的冷却
- 可以铸造简单的形状。
- 资本投资更多
- 需要很大的地面空间。
连铸应用:
- 大吨位的连铸是用铸钢完成的
- 其他可连续铸造的金属有铜、铝、灰铸铁、白铸铁、铝青铜、无氧铜等。
- 金属被铸为锭,用于轧制、挤压或锻造,截面简单的长形状被铸为圆形、方形、六角形棒等。
阅读更多:铸造缺陷有哪些?