表的内容
外壳成型-步骤,优点和缺点
壳型铸造,也被称为壳型铸造,是一种使用树脂覆盖砂形成模具的一次性模具铸造工艺。与砂型铸造相比,该工艺具有尺寸精度高、生产率高、劳动要求低的特点。适用于对精度要求较高的中小型零件。
壳型铸造是一种类似于砂型铸造的金属铸造工艺,熔化的金属被倒入一个可消耗的模具中。然而,在壳型铸造中,模具是一个薄壁的外壳,通过在图案周围应用砂树脂混合物创建。所述模式是具有所需零件形状的金属件,可重复使用以形成多个外壳模具。可重复使用的模具可以提高生产率,而一次性模具可以铸造复杂的几何形状。壳型铸造需要使用金属模具、烘箱、砂树脂混合物、倾倒箱和熔融金属。
壳型铸造工艺包括以下步骤:
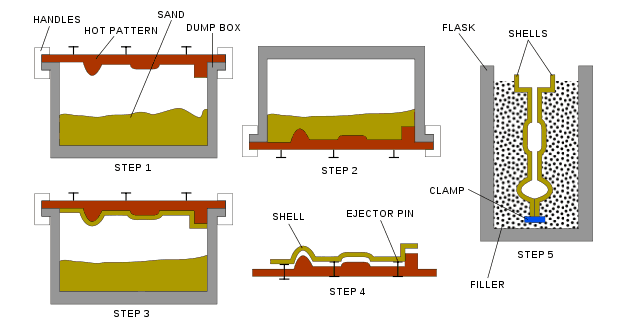
创建模式,两件式金属图案是按照所需零件的形状制作的,通常是由铁或钢制成的。有时也使用其他材料,如铝用于小批量生产或石墨用于铸造反应材料。
模具创造- - - - - -首先,每个图案的一半被加热到175-370°C(350-700°F),并涂上润滑剂,以方便去除。接下来,加热的图案被固定在一个倾倒盒上,其中包含沙子和树脂粘合剂的混合物。倾倒箱是倒置的,让这种砂树脂混合物覆盖在图案上。加热的图案部分固化了混合物,现在在图案周围形成了一个外壳。每个图案的一半和周围的外壳在烤箱中固化完成,然后外壳从图案中喷射出来。
模具装配,两个壳的一半是连接在一起,并牢固地夹住,以形成完整的壳模具。如果需要任何型芯,在关闭模具前插入。然后将外壳模具放入烧瓶中,并用衬底材料支撑。
倒,当熔化的金属从钢包中倒进浇注系统并填满模具型腔时,模具被牢固地固定在一起。
冷却,在模具被填充后,熔化的金属被允许冷却并凝固成最终铸件的形状。
铸造删除- - - - - -在熔化的金属冷却后,模具可以被打破,铸件被移除。需要修边和清洗过程,以去除进料系统中多余的金属和模具中的砂粒。
优势
壳体法具有许多独特的特性,使其成为铸造厂中一个重要的工艺。这些属性可以简写为:
- 优良的表面光洁度:外壳砂工艺能够生产具有优良表面光洁度和非常精细的细节的铸件。
- 尺寸精度:该工艺能够生产出尺寸公差严格的铸件。由于这一特点,可以减少加工余量,最终有助于降低装修和精加工成本。外壳工艺可以很容易地适应更少的锥度比传统生产工艺的深拉图案。
- 空心核:用贝壳砂可以制成空心芯和薄型面模具。这一特点使砂的使用更经济,操作更方便。中空岩心可以增加渗透率,因此也可以使用非常细的砂岩。
- 砂金比:这是一个独特的过程,给予空心芯和薄壁模具,这导致了实质性的重量减少和材料节省。常规的砂金属比是1:1,这比其他工艺要低得多。
- 易于处理:外壳成型的模具和芯在存储和搬运过程中具有特殊的抗损坏能力。它们具有非常高的耐潮湿性,可以很容易地长期储存。
- 耐湿气吸收:外壳工艺具有更高的耐湿气性,可在潮湿的条件下一起储存数月。外壳成型过程中使用的树脂非常稳定和防潮。
- 优秀的流动特性:在砂上的干涂层,与基于湿砂混合的工艺相比,具有更好的流动性和吹风能力。这种特性有助于生产复杂的芯和模具,可以吹出更大的密度。例如,水套的岩心。
- 夹杂物少,热稳定性高:由于酚醛树脂具有较高的热稳定性,贝壳砂不易被熔融金属侵蚀。这一独特的特性有助于减少非金属老化和结痂等缺陷。
- 穿上较小的模式:由于大多数花纹是由铸铁制成的,很少或没有磨损,因此花纹的寿命较高。这有助于生产大量铸件,没有太多困难。
缺点
- 工艺成本高:用于外壳工艺的酚醛树脂非常昂贵。与其他工艺相比,使用树脂的百分比也很高。因此,这一过程需要非常严格的控制外壳厚度,否则将牺牲过程的竞争力。
- 高收费成本:外壳工艺本身是热固性的,因此需要较高的固化温度。所用的图案是铸铁,表面光滑,膨胀系数很低。
- 周期时间:相对而言,壳体工艺比冷箱或Co2工艺所需的周期时间更长。
- 有限的铸件重量:外壳成型工艺最适合用于小型、复杂和重量轻的铸件。该工艺可以有效地用于铸造重量高达80公斤。