目录
铸造缺陷简介
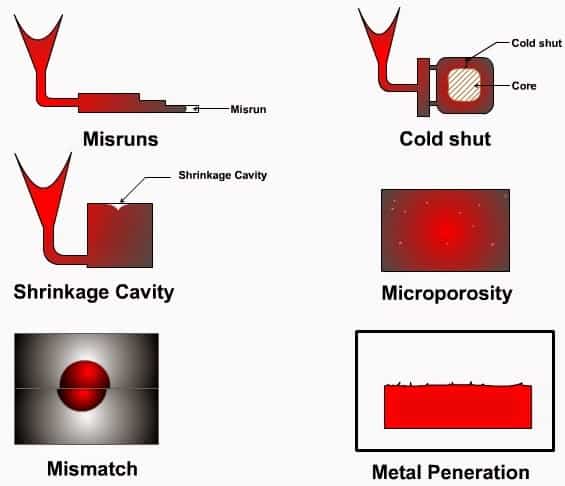
以下是主要缺陷,可能发生在沙铸件中
- Gas defects
- 收缩腔
- Molding material defects
- Pouring metal defects
- Mold shift
气体缺陷
A condition existing in a
由气体捕获在熔融金属或模具中引起的铸造
gases evolved during the pouring of the casting. The defects in this
category can be classified into blowholes and pinhole porosity.
Blowholes are spherical or elongated cavities present in the casting on
the surface or inside the casting. Pinhole porosity occurs due to the
氢气的溶解,在加热期间被捕获
molten metal.
Causes
较低的气体趋势
模具,这可能是由于通风较低,渗透率较低
the mold or improper design of the casting. The lower permeability is
由沙子的晶粒尺寸较小,霉菌中的粘土比例高
mixture, and excessive moisture present in the mold.
- Metal contains gas
- 霉菌太热了
- Poor mold burnout
Shrinkage Cavities
这些是由液体引起的
shrinkage occurring during the solidification of the casting. To
补偿这一点,需要适当的液态金属喂食。为了
这个原因放置在模具中的适当位置。
泉水可能太薄,太长或不在适当的位置附着,
causing shrinkage cavities. It is recommended to use thick sprues to
避免收缩腔。
成型材料缺陷
此类别中的缺陷是切割和洗涤,金属穿透,融合和膨胀。
Cut and washes
这些看起来像粗糙的斑点
areas of excess metal, and are caused by erosion of molding sand by the
流动的金属。这是由成型沙子没有足够的造成的
strength and the molten metal flowing at high velocity. The former can
be taken care of by the proper choice of molding sand and the latter can
be overcome by the proper design of the gating system.
金属穿透
When molten metal enters into
沙粒之间的间隙,结果是粗糙的铸造表面。
发生这种情况是因为沙子是粗或没有霉菌洗的
the surface of the mold. The coarser the sand grains more the metal
渗透。
Fusion
This is caused by the fusion of
the sand grains with the molten metal, giving a brittle, glassy
appearance on the casting surface. The main reason for this is that the
clay or the sand particles are of lower refractoriness or that the
pouring temperature is too high.
胀
Under the influence of
金属固定力,霉菌墙可能会向后移动,导致膨胀
铸件的维度。适当的模具将纠正
this defect.
夹杂物
Particles of slag, refractory
材料,沙子或脱氧产品被困在铸件中
在倒入凝固过程中。在门控中提供cho
系统和模具顶部的倒水池可以防止
defect.
倒金属缺陷
The likely defects in this category are
- Mis-runs and
- Cold shuts.
当
metal is unable to fill the mold cavity completely and thus leaves
未填充的腔。当金属太冷而流动时,会产生错误的结果
在冷冻之前到达霉菌的四肢。长而薄的部分受到此缺陷的约束,应避免铸造设计。
A cold shut is caused when two
streams while meeting in the mold cavity, do not fuse together properly
thus forming a discontinuity in the casting. When the molten metal is
poured into the mold cavity through more-than-one gate, multiple liquid
fronts will have to flow together and become one solid. If the flowing metal fronts are too cool, they may not flow together, but will leave a seam in the part.
Such a seam is called a cold shut, and can be prevented by assuring
sufficient superheat in the poured metal and thick enough walls in the
铸造设计。
The mis-run and cold shut
defects are caused either by a lower fluidity of the mold or when the 铸件的截面厚度很小。流动性可以提高 通过更改金属的成分并增加浇注 金属的温度。
defects are caused either by a lower fluidity of the mold or when the 铸件的截面厚度很小。流动性可以提高 通过更改金属的成分并增加浇注 金属的温度。
霉菌移动
The mold shift defect occurs when cope and drag or molding boxes have not been properly aligned.
铸造缺陷:
The
铸件中的缺陷可能是由于图案和成型箱设备,
成型沙子,芯子,门控系统或熔融金属。一些缺陷
are:
1: Mould shift
它results in a mismatching of the top and the bottom parts of the casting , usually at the parting line.
2: Swell
这是通过熔融金属压力扩大霉菌腔,导致铸造的局部或一般增大。
3: Fins and Flash
These
是金属的薄凸起,不打算作为铸造的一部分。
These usually occurs at the parting line of the mould.
4: Sand Wash
它通常发生在大门附近,因为铸造表面上的粗糙团块。
5: Shrinkage
它
is a crack or breakage in the casting on the surface of the work piece,
which results from un equal contraction of the metal during
凝固。
6: Hot Tear
它is an internal or external ragged discontinuously in the metal casting resulting just after the metal has solidified.
7:沙吹或吹孔
它is smooth depression on the outer surface of the casting work piece.
8: Honeycombing or Slag holes
这些是铸件上表面上的光滑抑郁症。它们通常发生在凹痕附近。
9: Scabs
These are patches of sand on the upper surface of the casting component.
10:冷关
These happens when the mould cavity is not completely filled by the molten and insufficient material or metal.
11:淘汰和破败
这些允许金属从腔中排出,并导致不完整的铸造。
More Resources /articles
制造技术笔记,文章
机械主题基本概念注释,文章
最新研讨会主题索引 - 报告,ppt下载
Related posts:
 金属铸造简介|铸造术语|铸造的优点和缺点
金属铸造简介|铸造术语|铸造的优点和缺点
 Different Types of Pattern Allowances in Casting- Basic Casting Design
Different Types of Pattern Allowances in Casting- Basic Casting Design
 What is Casting process | Advantages , Disadvantages and Application
What is Casting process | Advantages , Disadvantages and Application
 DESIGN CONSIDERATIONS IN CASTING PATTERN MAKING
DESIGN CONSIDERATIONS IN CASTING PATTERN MAKING
 Die Casting – Types , Steps in Pressure die Casting Process
Die Casting – Types , Steps in Pressure die Casting Process
 铸造过程 - 与答案的机械访谈问题
铸造过程 - 与答案的机械访谈问题
 铸造设计中的设计考虑因素
铸造设计中的设计考虑因素