表的内容
离心铸造
在本文中,我们将看到铸造工艺类型-离心铸造类型、工作原理、离心铸造的优点、缺点和离心铸造的应用
在离心铸造过程中,熔化的金属被倒入一个旋转的模具中,通过离心力的压力使熔化的金属凝固。它被用于圆形铸件的大规模生产,因为这种工艺生产的铸件没有杂质。由于离心力,产生的铸件将具有高密度类型和良好的强度。产生的铸件促进定向凝固,因为较冷的金属(较低的温度熔融金属)抛出到轴线或旋转附近的浇铸和熔融金属外部。用于处理气体的圆柱形部件和管道对该过程最适应
铸造过程
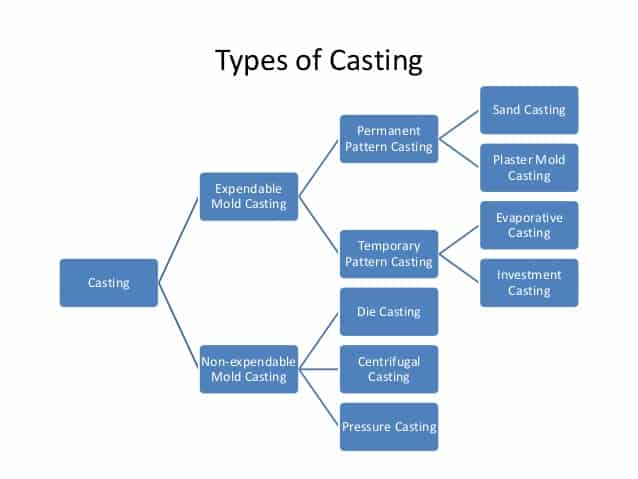
这个铸造过程包括将液态金属倒入模具型腔,并使其凝固以获得最终铸件。熔融金属流入模具型腔取决于几个因素,如零件的最小截面厚度、拐角的存在、铸件的不均匀横截面等。铸造工艺可大致分为消失模铸造和永久模铸造工艺。
阅读更多:铸造过程的类型及其应用
类型的离心铸造
离心铸造工艺主要有以下三种类型。
(1) True离心铸造
- 冲淡法:
- 德拉旺德法
- 砂纺工艺
(2)半离心铸造
(3) 离心铸造
真正的离心铸造:
在这个过程中,当金属被倒入模具时,模具围绕中心轴快速旋转。利用离心力使液态金属分布在模具的外表面。离心力使倾倒的金属和凝固的金属向外飞,远离旋转轴,这种倾向对金属或铸件产生高压力,而较轻的熔渣、氧化物和其他较轻的夹杂物则被推向中心。轴可以是水平的、垂直的或倾斜的。铸件从外部向旋转轴冷却凝固;因此,它的结果是良好的定向凝固。
真正的离心铸件类型:
- 稀释方法:水镇法是一种利用大型铸铁转子作为冷模制造大型炮管的方法。模具表面涂有难熔的洗涤液,通常以1300转/分的速度旋转。重数量的液态金属注入一个浇注盆地提供了一个简短的水柱喷在模具的直径可以多样,融化的入口速度可以调整,融化可以均匀地分配到模腔没有凝固。
- 德拉旺德法:在De-lavand法中,薄壁金属模具上设有用于冷却的水套,用于制造土壤管和类似管状物体。旋转机器和模具安装在一个与水平略有倾斜的平面上。
- 砂纺工艺:在砂纺过程中,金属的激冷率比其他材料低
方法因钢模内砂衬夯实。模具内部作为内衬的砂层提供的热防护屏障减少了热冲击,减少了模具表面的检查,并防止了金属过早冻结造成的铸件表面重叠。
卧式离心铸造
- 在这个过程中,当金属被倒入模具时,模具会围绕中心轴快速旋转。由于离心力的作用,金属在凝固时将受到持续的压力。矿渣、氧化物和其他夹杂物较轻,从金属中分离出来,并向中心分离。
- 该工艺通常用于制作轴对称带同心孔的空心管、管、空心衬套等。
- 由于金属总是被离心力向外推,所以不需要用芯来做同心孔。
- 模具可绕垂直、水平或倾斜轴旋转,或同时绕其水平和垂直轴旋转。
- 长度和外径由模具型腔尺寸确定,而内径则由注入模具的熔融金属的数量决定。

立式离心铸造:
- 在离心铸造中,离心力在铸造的成型和喂养方面发挥着重要作用。
- 在这个过程中,当金属被倒入模具时,模具围绕中心轴快速旋转。
- 利用离心力使液态金属分布在模具的外表面。以这种方式形成空心圆柱体和其他环形形状。离心力倾向于浇注的金属和冷冻金属向外飞,远离旋转轴线,并且这种趋势在金属或铸造时会产生高压,而铸件较轻,氧化物和其他夹杂物更轻,朝向中心推动.
- 轴可以是水平的、垂直的或倾斜的。铸件从外部朝向旋转轴冷却和凝固;因此,它可以实现良好的定向凝固。因此,铸件没有收缩。它可以在金属或砂衬里模具中生产,这在很大程度上取决于所需的数量。

半离心式铸造
- 它类似于真正的离心铸造,但只有一个不同之处,即中心核心是用来形成内表面。半离心铸造装置如图所示。
- 这种铸造工艺通常用于比真正离心铸造更复杂但本质上是轴对称的物品。铸件的特定形状是由模具和型芯而非离心力产生的。
- 离心力有助于正确进料,并有助于生产无气孔的铸件。图1所示为该工艺生产的物品,即飞轮、齿轮和后轮等具有臂的车轮

离心铸造:
当一组小模具围绕烧瓶的中心垂直轴排列成一个圆圈(相互平衡),烧瓶围绕垂直轴旋转时,该过程称为离心铸造。很明显,模具的旋转轴不是对称的,也就是说,铸造轴和旋转轴彼此不重合。这里再次使用离心力来获得金属上的更高压力,并获得更致密的铸件。熔融金属将在离心力作用下从中央进料口流向所有模具。

离心铸造工艺参数:
- 模具旋转速度(rpm)
- 浇注温度(ºC)
- 浇注前模具的初始预热温度
- 离心力(N)
- 旋转时间段(分钟)
- G系数–G系数(GF)表示离心力与重量的比率。
离心铸造的优点:
1.相对较轻的杂质向中心移动。因此,它们可以很容易地去除,从而有助于生产良好的铸件。
2.不需要闸门和立管。
3.这种技术最适合对称物体的大规模生产,铸件的成品率非常高,在某些情况下甚至等于100%。
4.铸件具有高密度、高机械强度和细晶结构。
5.夹杂物和杂质较轻。
6.这些铸件从外向内进行定向凝固。
离心铸造的缺点:
1.这一过程将雇用熟练工人。
2.铸件内表面直径不准确。
3.此铸造过程只能生成某些形状。
4.并非所有合金都可以以这种方式铸造。
5.离心铸件需要非常高的投资。
离心铸造的应用:
1.布什轴承。
2.离合器盘子。
3.造纸辊。
4.活塞环。
5.缸套。
6.水、煤气、污水管道。





谢谢你的帮助,萨钦先生我的迷你拍法一定会很出色