挤压铸造工艺的优缺点
挤压铸造过程
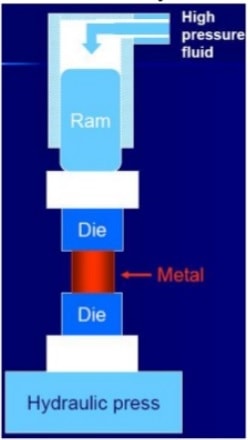
挤压铸造,也称为液态金属锻造,是铸造和锻造过程的组合。
将熔化的金属倒入预热模具的底部。当金属开始凝固时,上半部分关闭模具并在凝固过程中施加压力。这样施加的压力比锻造中使用的要少得多,而且可以生产出非常精细的零件。取心可以用这种方法来形成孔和凹槽。孔隙率低,力学性能提高。
铁和有色金属材料都可以用这种方法生产。
挤压铸造是一种利用两个模具挤压在一起将金属成形的方法。大多数铸造技术使用两个模具,在添加金属之前挤压在一起,但在挤压铸造中,这两个模具是在添加金属后挤压在一起。这是用液态金属完成的,只有当金属冷却后,上模才被移除。通过使用这种技术,金属通常会变得更强,有更好的晶粒和更少的金属收缩。这通常是用镁、铝和它们的合金来完成的,但许多其他金属也可以使用。
大多数铸造技术涉及使用两个模具,但挤压铸造使用模具的方式不同。两个铸件通常放在一起,液态金属倒进外壳。使用挤压铸造,在底部模具中放置一池液态金属,然后上模具进入,将金属挤压成一个形状。压力是通过上模施加的,所以这不是严格的铸造,因为它增加了锻造来创建一个混合技术。

在这种应用中只能使用液态金属。虽然塑料等材料在高温下会熔化,但这种技术不适用于铸造塑料。上模安装好后,工人等待金属完全冷却。一旦冷却,上面的模具将被释放,所需的形状将被铸造到现在的固体金属。
使用该方法容易地制造铝,镁和铜合金组分等有色金属合金。挤压铸造工艺,结合铸造和锻造工艺的优点,已被广泛用于生产质量铸件。由于在凝固过程中施加的高压,可以防止或消除由气体和收缩引起的孔隙座。通过在凝固过程中施加高压,可以增加铸件的冷却速率,因为通过加压改善铸件和模具之间的接触,这导致细粒结构的基础
铸造参数
- 铸造温度取决于合金和零件几何形状。起始点通常6至55°C以上的温度。
- 通常使用的工装温度范围为190 ~ 315°C
- 通常使用50至140兆帕的压力水平
- 对于铝、镁和铜合金,在浇铸前将胶体石墨喷雾润滑剂喷在温热模具上已经证明是令人满意的
挤压铸造工艺的优点:
- 提供比其他制造方法更广泛的形状和组件
- 很少或没有加工所需的后铸造过程
- 低孔隙度
- 良好的表面纹理
- 微细结构,具有更高强度的部件
- 没有废料,100%利用率
挤压铸造工艺的缺点:
- 由于复杂的工具,成本非常高
- 没有灵活性,因为工具专用于特定的组件
- 需要准确地控制流程,从而减慢循环时间并提高过程成本。
- 高成本意味着需要高产量来证明设备投资是合理的