表的内容
压锻工艺,优点和缺点
压锻介绍
压锻可以定义为通过施加机械压力或液压来成形置于两个模具之间的金属的过程.压锻通常在锻压机上进行,这是一种对锻模施加渐进压力的机器。金属的形状通常由每个模具工位的一次冲程来完成。
冲击锻造和压锻的关键区别在于前者是对模具施加突然的冲击力,而后者是对模具施加逐渐增加的压力。
压锻可以采用热锻或冷锻工艺。压锻适用于大批量生产的锻件。下面介绍压力炉中各种锻造操作及其应用。
阅读更多:什么是锻造及其类型、优势
压锻类似于落锤锻造,但使用单一的,连续的,缓慢的挤压动作,而不是一系列的冲击冲击。由于冲压运动缓慢,液压机连续作用,变形渗透更深,使整个工件体积同时均匀地发生塑性变形。而在落锤锻造情况下,能量只传递到工件的表层。
一个良好的工业惯例是使用成形坯料或预成形件,以便能够在一次连续的单冲程中锻造。冲压锻件可以是闪光式无肉锻件。在快闪模锻中,多余的金属在分型线处的天沟中闪出,而在无闪模锻中,全部材料被用来填充模具型腔。
压锻工艺
压锻是一种对固定工件的模具施加逐渐压力的技术。这可以作为一个开放的模锻或封闭模锻工艺。在开放式模压锻造过程中,金属只被模具的一侧包围。在模压模或封闭模锻方法的情况下,金属工件被封闭在模具中,并对模具施加压力。工件发生塑性变形,并填充模具型腔。
锻压机类型
以下列出了用于压锻的三种主要类型的锻压机:
- 机械压力机-将电机的旋转转换为滑枕的直线运动。
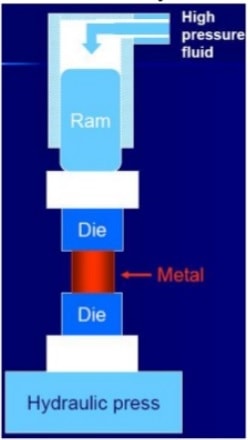
- 液压机-液压运动的活塞移动滑枕。
- 螺旋压力机,螺旋机构驱动滑枕运动。
压锻的优点:
1.比落锻生产效率更高。
2.在0.01至0.02英寸的公差方面具有更高的精度。
3.压锻模具有较小的牵伸量,因此可以以较高的尺寸精度锻造出较复杂的形状。
4.在压锻过程中,模具的速度、压力和行程都是自动控制的。
5.通过毛坯进给和锻件清除机制实现工艺自动化的可能性。
6.操作一次压缩动作即可完成,节省时间。
7.塑性变形深入到工件中心,在整个金属中提供均匀的同时变形。
8.压力机的生产能力从500吨到9000吨不等,每分钟的工作冲程可达40次甚至50次。意味着每分钟生产40到50个零件。
9.因此,压锻适用于大量生产螺母、螺栓、铆钉、螺钉、断杆、轴承套圈、阀门等。
压锻的局限性:
然而,压锻也有一定的局限性,这些局限性是:
1.由于曲柄压力机的成本总是比等效锤的成本高,因此,与落锤相比,曲柄压力机的初始资金成本较高。
2.该工艺的另一个缺点是毛坯脱皮困难。
3.只有当设备得到有效利用时,该工艺才具有经济上的适用性。





如果减少750T机械曲柄压力机每分钟的冲程,例如,18 SPM额定压力机运行在12 SPM,压力机机制会发生什么。曲柄和其他机械部件会承受应变吗?请澄清