落锤锻造工艺的优点和缺点
模锻法:
落锤锻造和锻工锻造的区别在于,落锤锻造采用封闭模,由于反复的冲击,在模具中有剧烈的金属流动,从而迫使塑性金属符合模具的形状。而在锻工中,使用敞面模具,用手工工具对加热后的金属进行锤击,通过判断得到所需的形状。
阅读更多:什么是锻造缺陷,原因和补救措施
两种类型的锤在落锤锻造中使用:
(a)重力落锤;
(b)直接动力落锤。
在落锤锻造中,产品的最终形状从原材料是通过一些步骤来实现的,这是为了确保适当的金属流动。模具通常包含几个操作的印模。所需的步骤的数量根据零件的尺寸和形状,锻造方面的金属性能和所需的公差而变化。

落锤锻造的各个步骤可能如下:
(i)在靠近锻压机的炉内,剪下棒材至适当长度,使其达到锻造温度。
(ii)进行初步热加工操作,以达到金属的某些性能。
(iii)在物品最终形状的某些地方,如果有,减少截面积,使其流向某些投影部分。
(iv)阻塞或半精加工操作,从中获得所需的确定形式。在这个操作中,模具受到连续的间歇性的打击,直到获得确定的形状(即成品的尺寸和形状)。
(v)精加工模操作:
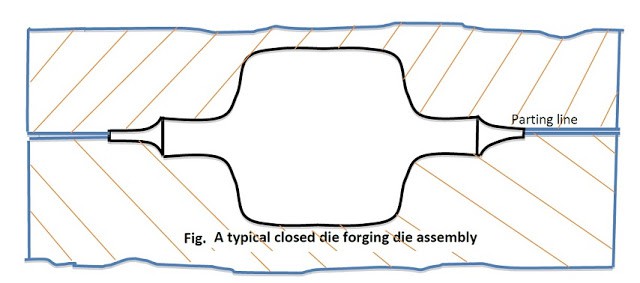
在模具中,金属也受到几次打击和最终的形状是获得的,它有薄的投影是围绕分型线延伸的多余金属。故意提供这些多余的金属,以确保模具完全填充。精加工模具的尺寸和形状与锻件完全一致,具有真正的角半径,并留有收缩的余地。
(vi)在精加工操作完成后,立即在单独的冲床上用修边模去除锻件边缘周围的闪光。然而,小型锻件也可以在冷条件下进行修整,注意不要扭曲零件。在修边操作中,锻件被压在滑枕内的模具均匀地托住,并推过修边。其他补充操作包括通过喷砂、酸洗或滚压进行清洗。
(七)对锻件进行热处理,以减轻其所受的各种应力,并达到某些所需的其他性能。
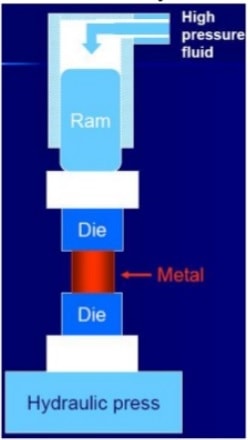
落锤式锻压机一般有蒸汽锤式和重力落锤或板锤式两种。在蒸汽锤式落锤锻造机中,锤头和闸板被蒸汽提起,通过节流蒸汽来控制冲击力。它可以工作高达300吹每分钟,机器可根据使用的蒸汽压力不同的能力。
它们通常是双壳体设计,顶部有一个蒸汽汽缸总成,为驱动闸板提供动力。模具产生的能量与机器重量之比比板式或重力式落锤大。
在重力式落锤锻压机中,当落锤和模具冲击下部固定模具时,对模具的冲击压力是由落料和模具的力发展而来的。在压力机中设置合适的装置,以便在锻造冲程完成后将冲压件抬起。
锻件操作完成后,由于锻件表面有水垢,对锻件进行酸洗、喷丸或滚压清洗。如果锻造过程中出现了一些变形,有时还需要进行矫直操作。
锻造作业可以在以下材料上进行:
碳素钢和合金钢、锻铁、铜基合金、铝合金和镁合金。
为了确保材料填充空腔,在段塞中提供少量多余的材料或执行。这种材料在模具之间被挤出,被称为闪光。它通常在单独的包扎手术中除去。
落锤锻造的优点:
(1)达到良好的颗粒流。
(2)运行速度更快。
(3)获得了良好的材料强度。
(4)材料损耗少或无损耗。
落锤锻造的局限性是由于:
(一)材料的锻造能力差
(ii)部件的设计。
这种材料必须能够被锻造。有些材料,如大多数钢,特别是含碳量低的钢,容易锻造。类似的过程发生在60/40黄铜,但打击不是那么严重,更可能是“挤压”薄的“打击”操作。然而,一个70/30黄铜组件不应该是下降锻造。这种材料是“热短”的,即它在受热时不能令人满意地流动。
b.零件的几何形状可能会阻止其被快速锻造。传统的落锻很少有孔,当然没有深孔的小直径,而部件与重入形式不能落锻。要避免小半径(特别是带圆角的)、尖角和断面的突变。
零件从设计形状、尺寸本身就是一个标准。由于机器的大小,落锤锻件的尺寸是有限制的。虽然机器越来越大,它是罕见的落锻面超过400平方毫米。
落锤是相对便宜和通用的机器,但在需要大量锻件的地方,压锻是最好的。