目录
锻造缺陷
虽然与其他制造工艺相比,锻造工艺提供了良好的产品质量,但如果在锻造工艺设计中不加以适当的注意,一些缺陷很容易出现。下面简要描述这些缺陷及其补救方法。
锻造缺陷解释如下。
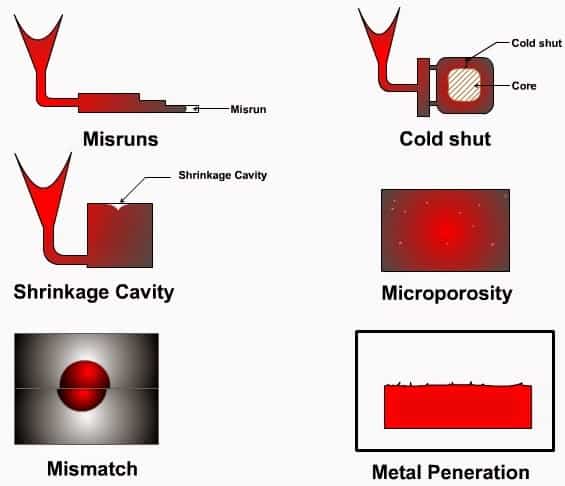
不完全填充模具:
由于较少量的金属而锻造的锻造。它是由金属量不足,吹出量不足,模具设计不正常或低温温度。
补救:钢锭尺寸必须足够,锤击要正确,模具设计要正确,料温要足够
寒冷
角落的短裂缝,与锻造表面直角。由于在锻造期间由于金属表面折叠而引起。这在锻造的角落看起来很小。这主要是由于模具的不当设计引起的。在拐角处和圆角
半径是小的结果,其中金属不适当流动到角落和结束作为一个冷关闭。
原因:尖角(更少的圆角),过度冷却,高摩擦
补救:增加模具上的圆角半径
规模坑
刻度凹坑被视为锻造表面的不规则代表,主要是由于用于锻造的股票的清洁而导致的主要原因。氧化物和氧化皮嵌入到精锻表面。当通过酸洗清洁锻造时,这些被视为锻造表面上的代表。
凹坑表面上的小坑(凹陷)这是由规模造成的。当鳞屑从表面被去除后,凹陷会保留下来,这就是所谓的鳞屑坑。这被认为是锻件表面不规则的净化。这主要是由于锻件所用的坯料清洗不当造成的。氧化物和氧化皮嵌入到精锻表面。当用酸洗清洗锻件时,这些被看作是锻件表面的净化。
补救:操作前应选择纯钢锭,模具必须适当清洗。
鳞片口袋和底部填充物:
•它们是松散的秤/润滑剂残留物,其在模具的深凹槽中积聚。
•原因:工作的不完全除垢
•补救:在锻造之前适当的工作倾斜
•原因:工作的不完全除垢
•补救:在锻造之前适当的工作倾斜
死的转变
模具移位是由于上模和下模的不对中导致锻件的两半形状不正确。
补救:应使用适当的机制以避免失配
薄片
这些基本上是内部破裂,由大型锻造的不当冷却引起。快速冷却导致外部迅速冷却导致内部骨折。这可以通过以下适当的冷却实践来弥补。
谷物流量不当
这主要是由于模具设计不当,导致材料流动不当,导致各种缺陷。
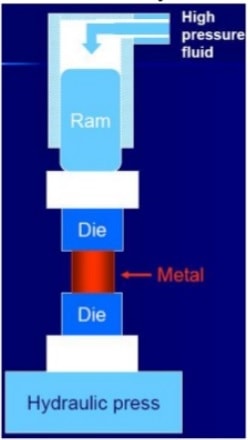
不完整的锻造渗透:
-锻件内部的枝晶铸锭结构未破碎。实际锻造只在表面进行。
- - - - - -原因:使用轻而快速的锤击
- - - - - -补救:使用锻压机进行全渗透。
- - - - - -原因:使用轻而快速的锤击
- - - - - -补救:使用锻压机进行全渗透。
表面开裂
- - - - - -原因:过度工作在表面和过低的温度。炉中的高硫导致热短路
- - - - - -补救:提高工作温度
- - - - - -补救:提高工作温度
闪光灯裂开:
- 修剪闪光灯后,此裂缝渗入内部。
- - - - - -原因:非常薄的闪光
- - - - - -补救措施:增加闪点厚度,将闪点移到锻件的非临界区域,热修整和应力消除。
- - - - - -原因:非常薄的闪光
- - - - - -补救措施:增加闪点厚度,将闪点移到锻件的非临界区域,热修整和应力消除。
内部裂缝
原因:锻造期间开发的二级拉伸应力
补救:适当的模具设计
凹痕:
凹痕是工作粗心造成的。
薄片:
这些基本上是内部破裂,由大型锻造的不当冷却引起。快速冷却导致外部迅速冷却导致内部骨折。这可以通过以下适当的冷却实践来弥补。

锻造缺陷的补救措施:
锻件缺陷的消除方法如下:
- 锻件的表面裂纹和脱碳区是通过在专用机器上进行磨削去除的。还应该注意,不要让工件过热、脱碳、过热和烧焦。
- 浅裂纹和空腔可以用气动凿子或热轧机从冷锻中凿出。
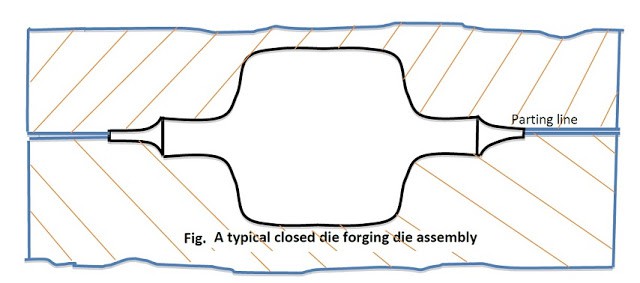
- 锻造的分割线应该位于一架平面中以避免不匹配。
- 损坏的锻件,如果可能,在压力机中矫直。
- 模具设计应考虑到所有相关因素
- 可能造成锻造缺陷和最终损坏的重要方面
- 通过锻造修正纤维线可以提高金属的力学性能。
- 由于加热和冷却而产生的内应力可以通过退火或正火来消除
.





你说的完全正确!!谢谢你分享这么有价值的信息!我已将此页加为书签,以备将来参考!!欢呼。
你能告诉我更多关于热锻吗?
你和我们分享了巨大的缺陷,但为了更多的锻造过程在细节。
感谢分享