表的内容
铸造缺陷介绍
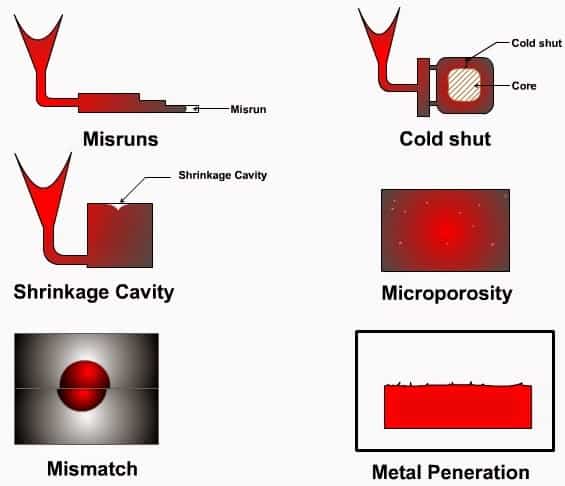
以下是砂型铸件可能出现的主要缺陷
- 气体缺陷
- 收缩蛀牙
- 造型材料的缺陷
- 浇注金属缺陷
- 模具转移
气体缺陷
存在于
由于气体在熔化的金属中或由铸模造成的铸造
在浇铸的过程中产生了气体。这其中的缺陷
类型可分为气孔和针孔孔隙度。
气孔是存在于铸件上的球形或细长的空腔
铸件表面或内部。针孔孔隙的产生是由于
在加热过程中被困住的氢气的溶解
熔化的金属。
原因
较低的通气倾向
对模具而言,这可能是由于排气口较低,透气性较低
铸模或铸件设计不当。较低的渗透率
由于砂粒粒度较细,模具中粘土含量高
混合物和过多的水分存在于霉菌中。
- 金属中气体
- 霉菌太热
- 可怜的模具倦怠
收缩蛀牙
这些都是由液体引起的
铸件凝固时发生的收缩。来
为了弥补这一点,需要适当的液态金属加料。为
因此立管被放置在模具中适当的位置。
云柱可能太薄、太长或没有安装在适当的位置,
导致收缩蛀牙。建议使用厚浇口
避免收缩蛀牙。
造型材料的缺陷
这类缺陷包括切割和洗涤、金属穿透、熔合和膨胀。
剪切和洗
这些看起来像粗糙的斑点
区域金属过剩,是由型砂的侵蚀而引起的
金属流动。这是由于型砂量不够造成的
强度和高速流动的熔融金属。前者可以
要注意的是要选择合适的型砂和后一种即可
通过合理设计浇注系统,克服了上述问题。
金属渗透
当熔化的金属进入
砂粒之间的缝隙,导致铸件表面粗糙。
这是因为砂是粗的或没有模具洗被应用
模具的表面。沙粒越粗,金属含量越高
渗透。
融合
这是由融合引起的
沙粒与熔化的金属一起形成,给人一种脆、玻璃般的感觉
铸件表面外观。主要原因是
粘土或砂粒的耐火度较低或较低
浇注温度过高。
膨胀
在…的影响下
在金属静力作用下,模具壁可能会向后移动,引起模具内的膨胀
铸件尺寸。适当的冲压模具将会纠正
这个缺陷。
夹杂物
炉渣颗粒,耐火材料
材料、砂子或脱氧产物被困在铸件中
在浇注凝固。在门上设置堵塞物
系统和模具顶部的浇注盆可以防止这种情况
缺陷。
浇注金属缺陷
这一类中可能存在的缺陷是
- Mis-runs和
- 冷关闭。
误跑是由于
金属无法完全填满型腔,因而脱落
空腔。当金属太冷而不能流动时,就会出现误跑
在冻结前,将其置于模腔的末端。长、薄的截面易出现此缺陷,在铸造设计中应避免。
冷关闭是由两个
流在型腔内相遇时,不能正确融合在一起
从而在铸造过程中形成不连续。当熔化的金属
通过多个浇口,将多个液体倒入模具型腔内
锋面必须流动在一起,成为一个固体。如果流动的金属前缘太冷,它们可能不会在一起流动,但会在部分留下接缝。
这种缝被称为冷闭,可以通过保证来防止
在浇筑的金属中要有足够的过热和足够厚的壁
铸件的设计。
误跑和冷关闭
缺陷是由于模具的流动性较低或当模具不稳定时造成的 铸件的截面厚度非常小。可提高流动性 通过改变金属成分和增加浇注 金属的温度。
缺陷是由于模具的流动性较低或当模具不稳定时造成的 铸件的截面厚度非常小。可提高流动性 通过改变金属成分和增加浇注 金属的温度。
模具转移
移模缺陷发生在机顶盒、拖曳或成型盒没有正确对准时。
铸造缺陷:
的
铸件的缺陷可能是由模具和模箱设备造成的,
型砂、砂芯、浇注系统或熔融金属。一些缺陷
是:
1:模具转移
它导致铸件的顶部和底部不匹配,通常在分型线处。
2:膨胀
它是由于熔融金属的压力而使型腔增大,从而使铸件局部或整体增大。
3:鳍和闪光
这些
金属的薄投影不打算作为铸造的一部分。
这些通常发生在模具的分型线。
4:砂洗
它通常发生在浇口附近,在铸件表面形成粗糙的结块。
5:收缩
它
是铸件在工件表面出现裂纹或破损,
是什么导致了联合国相等的收缩期间的金属
凝固。
6:热撕裂
它是金属刚凝固后在铸件内部或外部产生的不连续的参差不齐。
7:吹沙或吹洞
铸件外表面光滑凹陷。
8:蜂窝或渣孔
这些是铸件上表面的光滑凹陷。它们通常发生在入口附近。
9:痂
这些是铸件上表面的砂粒。
10:冷关闭和错误运行
这种情况发生在铸模型腔没有完全被熔融液填满,材料或金属不足的情况下。
11:出局和出局
这使得金属从型腔中排出,导致铸造不完整。
更多的资源/文章






