拉伸成形工艺-优缺点
什么是拉伸成形?
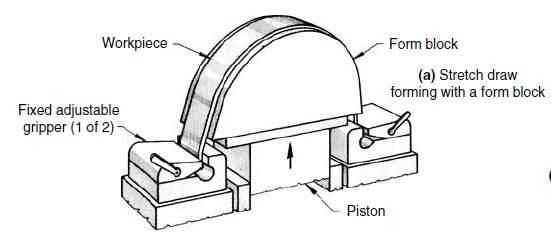
拉伸成形是一种成形过程,其中一块金属被拉伸和弯曲。这一过程通常是在拉伸压力机上完成的,金属在边缘被抓住,这样它就不会松动。金属是通过固定在车厢上的夹爪固定在一起的。马车是由气动或液压的力量保持在一起,也有助于拉伸金属板。当金属片被夹紧的钳口拉伸时,通常是垂直拉伸的,模具放在压台上,在液压夯的帮助下向上拉伸。当床单向上隆起时,它就会伸展。一旦金属片拉伸到极限,它就开始变形,变成另一种形状。这有助于将金属板定制成飞机公司想要的任何形状。拉伸成形工艺所能形成的形状因形状而异。它可以形成一个简单的曲线形状或更复杂的横截面形式。 All of these can be done through expert use of the method of stretch forming. Stretch forming is a very complicated process that involves high accuracy.
拉伸成形的四种方法是:
- 拉伸成形
- 拉伸包装,也称为旋转拉伸成型
- 压缩成型
- 径向拉伸成形。
拉伸成形的应用
- 几乎任何可以通过其他板材成形方法生产的形状都可以通过拉伸成形来生产。涉及金属流动的绘制形状,尤其是直圆柱壳,以及由压印和浮雕等压缩操作产生的细节无法制作。然而,一些压花是通过拉伸成形的配套模具方法完成的
- 拉伸成形用于由钢、镍、铝、钛合金和其他耐热和难熔金属制成的航空航天零件。其中一些零件是难以或不可能通过其他方法形成的,例如钛合金燃气轮机环
- 拉伸成形还用于成形汽车车身内外板,以及可由其他材料成形的框架构件
但成本更高。
拉伸成形的优点:
拉伸成形比传统的冲压成形方法有以下优点:
- 所需的力比传统冲压成形所需的力少约70%。
- 拉伸成形可以降低材料成本高达15%。虽然必须在托料上留有夹持余地,但它只在两端夹持。修边余量通常小于常规冲压成形的余量。
- 因为拉伸成形是在工件的整个区域进行的,所以几乎不可能有屈曲和褶皱。抗拉强度是增长了大约10%
- 硬度增加约2%。
- 回弹大大减少。有一些回弹,但很容易控制过度成型。
- 拉伸成形零件的残余应力较低。
- 模板由廉价材料制成,如木材、塑料、铸铁或低碳钢,成本约为传统成型模具的三分之一。如果工件是热成型的,模具必须能够承受成型温度。然而,大多数拉伸成形是在室温下进行的。
局限性
拉伸成形受以下限制:
- 它很少适合渐进或转移操作。
- 它形成尖锐轮廓和可重入角度的能力是有限的。它的最佳状态是形成浅的或接近平坦的轮廓。
- 如果工件未夹在配合模具之间,则没有机会在工件表面上铸出或熨平轻微的不规则
金属。 - 在某些应用中,特别是在拉伸包装中,这个过程比竞争过程慢,而且不适合大批量生产。然而,带配合模具的拉伸拉深成形可以像传统的那样快速和自动完成
事实上,冲床与带拉丝的模具或夹持毛坯的其他方法一起使用。
执行一些拉伸成形操作。 - 屈服强度和抗拉强度非常接近的金属,如钛,必须使用自动化设备
确定均匀结果的应变量,





这是一篇非常鼓舞人心的文章
热成形和锻造有什么区别?我们能用锻造代替热成形吗?