铸造和锻造过程之间的差异
铸造是金属加热直至熔融的过程。虽然在熔融或液态中,它被倒入模具或容器中以产生所需的形状。
锻造是在钢坯或铸锭中施加热量和机械能,以使材料在固态中改变形状。

铸造与锻造的区别
|
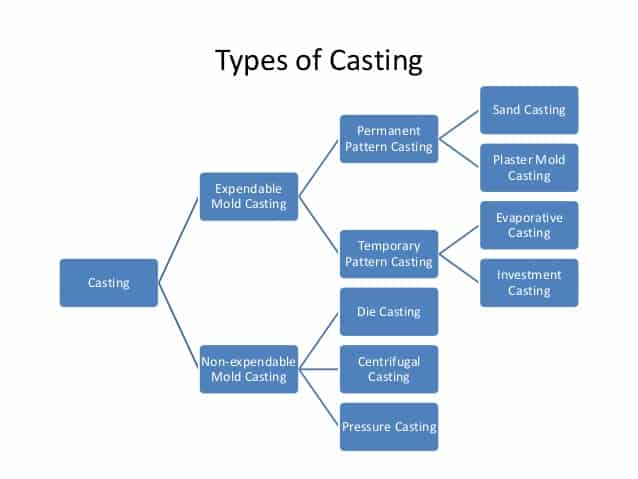
金属铸造过程
|
差异
|
金属成形过程
|
|
铸造是一个制造过程
固体被熔化,加热到适当的温度(有时经过处理以改变其化学成分),然后被倒入一个腔或模子中,在凝固过程中,该腔或模子以适当的形状包含固体。因此,只需一步,任何可以熔化的金属都可以做出简单或复杂的形状。 由此产生的产品几乎可以使用设计者 欲望。 |
工作准则
|
金属的塑性变形以产生有用的形状。金属成型在升高时进行
或使用锻造等工艺的热工作温度,或者在冷工作室温度下使用冲压或弯曲等过程进行。 |
|
获得铸造几何形状 -
获得铸件几何形状的传统方法是向铸造厂发送图纸。这通常是在询价过程中完成的。
但是,越来越多的客户和铸造件通过计算机辅助设计文件的交换来交换零件几何形状。
图案标记 -
图案是用来制作模具的铸件的物理模型。
通过填充一些容易形成的聚集材料,例如模塑砂,如图所示,模具。当模式是
撤回,其印记提供模具腔,最终充满金属以成为铸造。
如果铸件是空心的,如管件的情况下,
附加的模式,称为核心,被用来形成这些空洞。
支架 -
型芯是一种形状,通常由砂子制成,被放入模具型腔内,形成铸件的内表面。因此,芯和型腔表面之间的空隙最终成为铸件。
moulding-
成型包括为接受熔融金属而准备模具所必需的所有操作。造型通常包括放置造型
围绕用支撑架固定的花型,将花型抽离模腔,将型芯置于模腔内,完成并合模。
熔炼和浇注,
介绍铸造用熔融金属的制备
简单地融化。通常在铸造厂的特异性指定区域中进行熔化,并且熔融金属被转移到浇筑区域 模具填充。
清洗- - - - - -
清洗是指从铸件中清除砂子、水垢和多余金属所必需的所有操作。将铸件从模具中分离出来,运输到清洗部门。去除烧坏的砂子和水垢,改善铸件的表面外观。多余的金属,以翅片、导线、分型线翅片和浇口的形式被去除。铸件可以通过焊接或其他工艺来升级。对铸件进行缺陷和总体质量检查。
其他流程-
在发货之前,可以根据需要进行进一步的处理,如热处理,表面处理,附加检查或加工。
客户的规格。 |
程序
|
锻压过程:
通过塑料(永久)变形引起固体金属制品形状变化的工艺。
画画:金属成形过程,其中工件是成形纵向棱镜,经历其十字架的减少和变化
截面面积和形状被拉过一个成形的收敛模。
挤压:使…成形的金属成形工艺
工件被放置在一个有开口的腔室中,并被迫逃离 通过开口,通常由芯轴推出。
锻造:使…成形的金属成形工艺
工件放置在砧座和锤子之间,并在它们之间进行压缩力。
滚动:
金属成形过程,工件是一个纵向棱镜,放置在两个反向旋转的圆辊之间,沿着工件拖动,并迫使它在交叉中减少
部分。
通常在萃取,铸造和粉末压实的主要方法和金属切割,研磨,抛光,涂漆和组装之前进行金属成型。少数例外情况下,金属制造工业的大部分产品通过成型或形成和其他方法的组合而成
金属切割或连接。
成型作业就属于这一类
通过注入塑料来达到所需形状的工艺 以固态变形对工件。分类
(1)产品,
(2)材料,
(3)成型温度,和
(4)变形性质(钣金与体变形)
也可以是有帮助的。
但是,类别之间的界限并不完美
定义。 |
|
1)可以铸造外部和内部的最复杂的形状。
结果,可以最小化或消除许多其他操作,例如加工,锻造和焊接。
由于它们的物理性质,有些金属只能从钢锭的形状作为初步的形状来铸造(因为它们不能热加工成棒、棒、板或其他形状)
其他处理。
3)可以简化结构。可以在单个件中浇铸物体,否则将需要组装
用其他方法制成的几件的。
4)铸造是一种高度适应的工艺
能满足大批量生产的要求。某种铸件的大量生产可以非常迅速。
当大而重的物体很难或不经济的生产时,可以铸造它们。
|
好处
|
1)没有或非常小的材料损失
2)很少或没有废料
3)延展性的增加(铸造铸锭的热成型)
4)强度和硬度增加
5)生产速度快,成型时间短
6)更好的机械和冶金性能(强度,韧性,粒度)
|
|
1.对机械性能的限制
2.孔隙度
3.表面光洁度
4.尺寸准确性
5.对人类的安全危害
6.环境问题
|
限制
|
1)设备昂贵的设备昂贵
2)仅适用于大量零件
3)大型资本支出,因为繁重的压力和死亡
|
|
1)更统一的性质,从方向的观点
2)某些轻金属合金中的强度和亮度,可仅作为铸件生产。
3)铸造金属具有良好的轴承质量
|
质量
|
1)近净成形
|