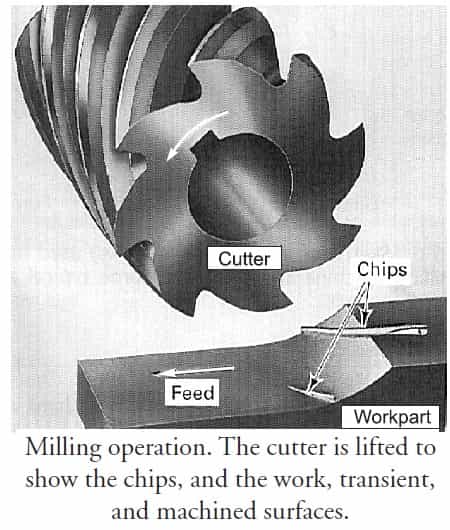
铣床操作使用铣刀与图表
铣床大多是通用的用途,有广泛的应用,需要各种类型和尺寸的铣刀。
间歇切削的性质和通常复杂的几何形状要求铣刀主要由高速钢制造,高速钢具有独特的高拉伸和横向断裂强度,断裂韧性,以及几乎所有方面的成形性,如锻造、轧制、粉末化、焊接、热处理、机械加工(在退火条件下)和磨削。在可行的情况下,为了提高生产率和产品质量,更硬等级的硬质合金也可以不带涂层或带涂层使用。
铣床操作:
不像车床,铣刀不给一个连续的切割,但开始在刀具和工件之间的滑动运动。然后跟随一个破碎运动,然后是一个切割操作,通过该芯片被移除。许多不同种类的操作可以在铣床上执行,但现在将解释一些更常见的操作。
在铣床上可以执行以下不同的操作:
1.普通铣床操作
2.面铣操作
3.侧铣操作
4.跨越铣操作
5.角铣操作
6.排铣操作
7.成形铣削操作
8.轮廓铣操作
9.端铣操作
10.锯铣操作
11.槽铣操作
12.齿轮切削操作
13.螺旋铣操作
14.凸轮铣床操作
15.螺纹铣削操作
2.面铣操作
3.侧铣操作
4.跨越铣操作
5.角铣操作
6.排铣操作
7.成形铣削操作
8.轮廓铣操作
9.端铣操作
10.锯铣操作
11.槽铣操作
12.齿轮切削操作
13.螺旋铣操作
14.凸轮铣床操作
15.螺纹铣削操作
铣床操作说明如下:
1)平面铣削或平板铣削
- 图显示了平面和平板铣削操作。它是一种生产平行于刀具旋转轴的平面、平面、水平表面的方法。
- 这也被称为板坯铣削。这种操作在工件上产生平面。选择进给量和切削深度,旋转铣刀从工件的一端移动到另一端,完成一对平面铣削操作。

2)端面铣削
- 图显示了端面铣削操作。这是一种制造与刀具轴线成直角的平面的方法。
- 这种操作在工件表面产生一个平面。这个表面垂直于平铣加工的表面。该操作是由安装在铣床短杆上的端面铣刀完成的。切削深度是根据需要设定的,交叉进给工作台。

3)侧铣
- 侧面铣削操作如图所示。它是使用侧铣刀在工件的一侧生产一个平坦的垂直表面的操作。
- 这种操作在工件的侧面产生平整和垂直的表面。在此操作中,通过调整工件的垂直进给螺杆来调整切削深度。

4)角铣
- 图显示了角铣削操作。它是一种制造与刀具轴线成角度的平面的方法。
- 角铣削操作用于在工件上产生有角度的表面。所产生的表面与主轴轴线成一个非直角的角度。“V”形槽的生产是角铣削作业的例子。

5)排铣
- 图中显示了轮式铣削作业。它是一种利用安装在铣床主轴上的两台或多台同时具有相同或不同直径的刀具进行铣削的方法。
- 顾名思义,这种操作使用一组铣刀同时生产一个工件的几个表面。在此操作过程中,安装在工作台上的工件对旋转铣刀进给。

6)成形铣削
- 图显示了成型铣削操作。它是一种产生不规则轮廓曲面的方法。
- 这种操作在工作面上产生不规则的轮廓。这些不规则的轮廓可以是凸的、凹的或任何其他形状。这种操作相对于平铣操作而言是在非常低的刀具速度下完成的。

7)端铣
- 图显示了端铣操作。这是一种用立铣刀铣槽、平面和型材的方法。
- 端面铣削操作产生平面的垂直表面,平面的水平表面,和其他平面表面,使一个角度从工作台表面使用铣刀称为立铣刀。这种操作最好在立式铣床上进行。

8)轮廓铣
- 图示轮廓铣削操作。它是在工件上复制模板的轮廓或母模的复杂形状的操作。
- 在这个操作中,使用一个复杂形状的模板或母模。示踪剂和铣刀的运动是同步的。跟踪器读取模板或主模,铣刀在工件上生成相同的形状。轮廓铣削是一种用于生成模板或模具形状的操作。

9)锯铣
- 图显示锯切操作。它是一种通过纵切锯生产深槽并将材料切成所需长度的方法。
- 锯铣操作使用锯铣刀具在工件上产生狭窄的槽或沟槽。该操作也用于将工件切成两个相等或不相等的块,这种切割也称为“分切”。

10) t形槽铣
t形槽铣削操作如图所示。

11)键槽铣-槽铣
- 图显示键槽铣削操作。轴或轮毂的键槽是由这些操作生产的。
- 生产不同形状和尺寸的键槽、槽、槽的操作称为槽铣操作。槽铣削操作可以使用任何类型的铣刀,如平面铣刀,金属纵切锯,或侧铣刀。刀具的选择取决于要生产的槽或槽的类型和尺寸。

12)齿轮切削铣削
- 图显示了齿轮的切削铣削操作。正齿轮,斜齿轮在铣床上切割与一个分度机构的帮助。
- 齿轮切割的操作是切割等间距,相同的齿轮齿在齿轮空白处理它在一个通用的分度头,然后分度它。用于此操作的刀具是圆柱型或立铣刀型。刀具的选择也取决于齿廓及其间距。

13)槽铣
- 它是在钻头、铰刀、丝锥等上开槽或切割凹槽的一种方法。
14.跨越铣操作
- 这与侧铣操作相似。两个侧铣刀安装在同一杆上。它们之间的距离是如此调整,工件的两边可以同时铣削。这种操作可以通过旋转工件两次来生产六角螺栓,因为这种操作可以同时产生两个平行的螺栓面。

15.螺旋铣操作
- 螺旋铣削在圆柱形或锥形工件的外围产生螺旋槽或槽。这是通过旋转工作台到所需的螺旋角来完成的,然后旋转和送进对旋转铣刀切削刃的工件。斜齿轮和钻头和铰刀是由这种操作。
16.凸轮铣床操作
- 操作凸轮铣削是用来在铣床上生产凸轮。在这个操作中,凸轮毛坯安装在分度头主轴的末端,立铣刀被固定在垂直铣削附件中。
17.螺纹铣削操作
- 螺纹铣削操作使用螺纹铣削中心生产螺纹。该操作需要三个动作同时进行:刀具旋转运动、刀具同时纵向运动、通过工作台送进工件。
- 对于每条螺纹,旋转铣刀纵向进给的距离等于螺纹的螺距。切割的深度通常调整为等于螺纹的全深度。
18.飞剪:
- 飞切削,也称为单点铣削,是最通用的铣削操作之一。它是由一个单点切割工具完成的,形状像一个车刀钻头。它是持有和旋转的一个飞刀arbor。如图所示,您可以将这款刀具磨成几乎任何您需要的形状。
- 成形刀具价格昂贵。有时你需要一种特殊的成型刀具来切割数量非常有限的零件。在车床式钻头上研磨所需的形状比购买预研磨的形状刀具更经济,预研磨的形状刀具非常昂贵,通常只适合一种特定的工作。

19.钻孔:
铣床可以有效地用于钻孔,因为孔的准确位置可以利用进给螺杆刻度来保证。圆形路径上的间距孔,例如分度板上的孔,可以通过垂直定位分度来完成。
麻花钻可以支撑在固定在铣床主轴或直接安装在铣床夹头或适配器的钻卡盘上。要钻的工件用夹子、虎钳或角板固定在铣床工作台上。
20.无聊:
- 在铣床上可以使用各种类型的镗刀架进行镗削。镗孔工具要么配有直柄,用于夹盘和夹具,要么配有锥柄,用于安装夹头和适配器。镗削最常用的两个附件是飞刀杆和偏置镗头。
- 在铣床上用于镗孔的单刃切削刀具与车床切削钻头相同。切削速度、进给量和切削深度应与规定的车床操作相同。






这是一幅铣床的工作原理图,它的工作就像制造公司的车床一样简单而又新奇。在线数控卧式铣床在您的预算上的数控机床。