表的内容
铣削工艺。定义,铣削制造工艺
铣削的定义:
铣削是在机床上进行的一种过程,在这种机床上,刀具在与刀具轴成角度的方向上旋转,以去除工件上的材料。在铣床的帮助下,人们可以执行从小物体到大物体的许多操作和功能。
铣削加工是机械车间和工业中使用的一种非常常见的制造工艺,用于制造不同形状和尺寸的高精度产品和零件。
铣削介绍:
铣床是重要的机械加工操作之一。在这个操作中,工件被送入一个旋转的圆柱形刀具。旋转刀具由多刃(多点刀具)组成。进给轴通常是给工件的。铣削操作与其他加工操作的区别是基于刀具轴与进给方向之间的方位,然而,在其他操作,如钻孔、车削等,刀具是在平行于旋转轴的方向进给。
用于铣削操作的刀具称为铣刀,它由多刃称为齿组成。通过在工件和刀具之间产生所需的相对运动来进行铣削操作的机床称为铣床。它在非常可控的条件下提供所需的相对运动。这些条件将在本单元稍后讨论的铣削速度,进给速度和切削深度。
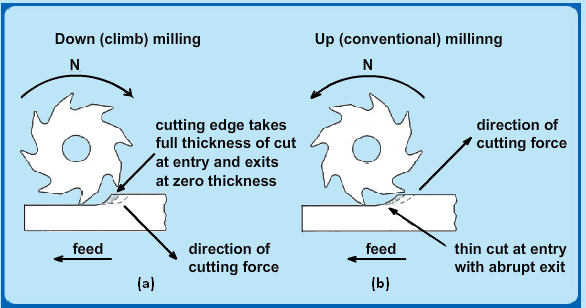
通常,铣削操作产生平面表面。其他几何形状也可以通过铣床创建。铣削操作被认为是一种间断的切削操作,铣刀的齿在每一转中进入和退出工件。这种中断的切割动作使牙齿在每一次旋转中受到冲击力和热冲击的循环。刀具材料和刀具几何形状必须设计以承受上述条件。根据刀具和工件的定位,铣削操作可以分为不同的类型。
阅读更多:铣床的工作原理|铣床的分类
铣削过程
铣床涉及以下过程或切削阶段:
铣刀
铣削过程中使用很多刀具。被称为立铣刀的铣刀的端面上有特殊的切削面,因此可以通过钻孔将其放置在工件上。这些也有扩展的切削表面在每一边的目的,周边铣削。铣刀的端角上有小刀具。刀具由高抗性材料制成,经久耐用,产生的摩擦更小。
表面光洁度
任何材料通过铣床的切削区得到有规律的间隔。侧切刀上有整齐的脊。脊之间的距离取决于进给速度,刀具的直径和切削面的数量。这些可能是地表高度的显著变化。
排铣
这意味着在水平铣削过程中需要使用两种以上的铣刀。所有刀具执行统一的操作,也有可能刀具执行不同的操作。这是生产重复零件的一项重要操作。
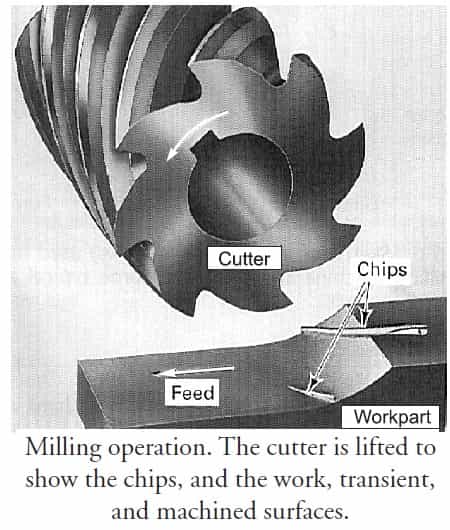
铣削是一种金属去除过程,使用旋转刀具有一个或多个切削齿,如图所示
切削动作是通过对旋转刀具进给工件来完成的。因此,主轴转速、工作台进给、切削深度和刀具的旋转方向成为该工艺的主要参数。只有在这些参数的设置上达到良好的平衡,才能取得良好的结果。
铣削工艺参数:
在任何铣削操作中都有三个主要的切削参数需要控制。这三个参数是切削、速度、进给速度和切削深度。这些参数如下所述。
切割速度
铣刀的切削速度是由操作产生的其外围线速度。它用米/分钟表示。切割速度可以推导出来
根据上面的公式。
V = πdn /1000
在那里,
d =铣刀直径,单位为mm,
V =切割速度(直线),单位为米/分钟
n =刀具转速(每分钟转数)。
铣床主轴转速的选择是为了给出所需的刀具圆周速度。
进给速率
它是在旋转铣刀下加工的工件前进的速度。众所周知,旋转切刀保持静止,而进料是
通过工作台给工件。一般用三种方式表示进料。
饲料每颗牙齿
它是工件(它的前进)通过两个连续的齿啮合之间的距离。它表示为mm/齿(ft)。
饲料每革命
铣刀一转时工件的行程。它表示为mm/rev。用f(rev)表示。
进料单位时间
进料也可以表示为进料/分钟或进料/秒。是工件在单位时间内前进的距离(fm)。
以上所述的三种进给速度是可以相互转换的。
(fm)。= n x f(rev)。
式中n =刀具转速。
它可以进一步扩展为
(fm)。= n x f(rev)。= z x n x f(rev)
式中z =铣刀齿数。
阅读更多关于铣刀:用于各种铣削操作的铣刀类型
深度削减
铣削加工时的切削深度是指刀具对工件的渗透程度。它是将厚料在一对刀具下移开
的过程。一对刀具是指刀具完成从工件一端到另一端的铣削操作。换句话说,它是
工件原始表面和最终表面之间的垂直距离。它的单位是毫米。
铣操作
由于各种形状的可能性和它的高生产率,铣削是最通用和广泛使用的加工操作之一。铣削产生的几何形式分为三个主要组:
- 飞机表面:这个表面在所有的三维空间中都是线性的。最简单和最方便的表面类型;
- 二维表面:表面的形状在两个轴的方向上变化,并沿着第三个轴是线性的。例子包括凸轮;
- 三维表面:例子包括模具腔、燃气涡轮叶片、螺旋桨、铸造图案等。






请提供有关离合器的信息
读:
汽车离合器|功能和主要类型离合器
离合器介绍-离合器类型,原理,离合器类型