固态焊接。固态焊接工艺的类型
固态焊接是一种焊接工艺。在这种焊接工艺中,两个工件在压力作用下结合在一起,使它们之间产生亲密接触,温度基本上低于母材的熔点。材料的结合是其界面原子扩散的结果。
固态焊接的优点:
- 焊缝(焊合)无组织缺陷(气孔、非金属夹杂、合金元素偏析)
- 焊缝的力学性能与母材相似
- 不需要消耗性材料(填充材料,熔剂,保护气体)
- 不同的金属可以连接(钢-铝合金钢-铜合金)。
固态焊接的缺点:
- 需要进行彻底的表面处理(除油、去除氧化物、刷光/砂光)
- 昂贵的设备。
固态焊接涉及的工艺流程如下:
- 锻焊(FOW)
- 冷压焊(CW)
- 摩擦焊接(FRW)
- 爆炸焊接工厂交货
- 扩散焊接(DFW)
- 超声波焊接(USW)
锻焊(FOW)
锻造焊接是一种固态焊接工艺,将低碳钢零件加热到大约1800°F(1000°C),然后锻造(锤打)。
在锻焊之前,为了防止氧化物困在接头中,零件被斜切。
锻造焊接一般用于铁匠车间和制造金属艺术品和焊接管。

锻焊的优点:
- 可以获得高质量的焊缝;
- 形状复杂的零件可以焊接;
- 不需要填充材料。
- 锻焊的缺点:
- 只能焊接低碳钢;
- 熟练的操作技能;
- 缓慢的焊接过程;
- 加热炉中使用的焦炭可能会污染焊缝。
冷压焊(CW)
冷焊是一种固态焊接工艺,在此过程中,两个工件在室温和压力下连接在一起,导致焊接部件的大量变形,并提供焊接表面之间的亲密接触。
由于变形,覆盖在焊接件上的氧化膜破裂,干净的金属表面显露出来。这些纯表面之间的亲密接触提供了一种牢固而无缺陷的结合。

铝合金、铜合金、低碳钢、镍合金和其他延性金属可以用冷焊焊接。
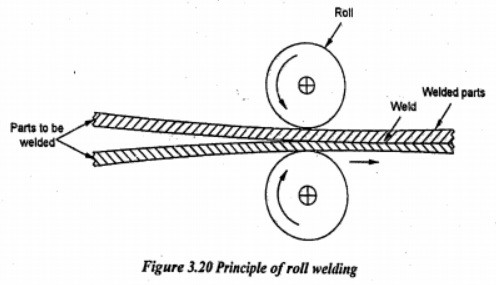
冷焊广泛用于制造双金属钢-铝合金带材,用其他铝合金或纯铝包覆铝合金带材(防腐涂层)。双金属带材采用轧制技术生产。压力机也用于冷焊接。
冷焊很容易实现自动化。
摩擦焊接(FRW)
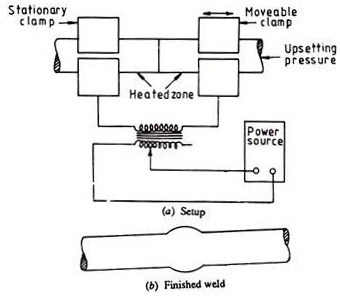
摩擦焊接是一种固态焊接工艺,当其中一个圆柱体旋转时,两个圆柱体通过摩擦压力接触。这些零件之间的摩擦导致它们的末端发热。然后将锻造压力施加到工件上,以形成接头。
碳素钢,合金钢,工具钢和模具钢,不锈钢,铝合金,铜合金,镁合金,镍合金,钛合金可以通过摩擦焊接连接。
爆炸焊接工厂交货
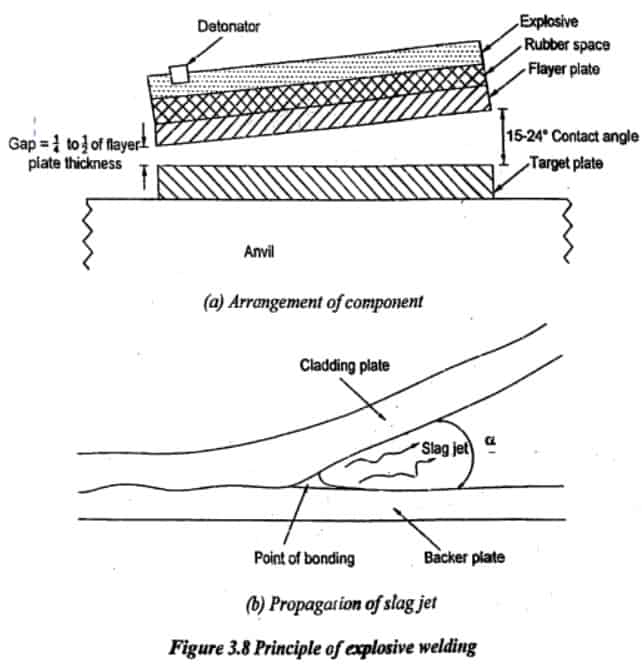
爆炸焊接是一种固态焊接工艺,在此过程中,通过控制炸药爆炸作用于焊接件(板)上的斜向冲击压力,使焊接件(板)冶金结合。
其中一个焊接部件(底板)位于砧上,第二部分(翼板)位于底板上方,具有一个角度或恒定的界面间隙。
炸药装在飞片上。爆震从平板的边缘开始,并沿平板高速传播。
最大爆速约为材料声速的120%。
熔渣(氧化物、氮化物和其他污染物)由粘合前沿的喷射流排出。

大多数商用金属和合金都可以用爆炸焊连接(焊接)。
不同的金属可通过爆炸焊接连接:
- 铜钢;
- 镍钢;
- 铝钢;
- 钨钢;
- 钛钢;
- 铜铝。
爆炸焊接的优点
- 大的表面可以焊接;
- 优质粘结:强度高、不变形、不气孔、不改变金属微观结构;
- 成本低,工艺简单;
- 不需要进行表面处理。
爆炸焊接的缺点:
- 脆性材料(低延展性和低冲击韧性)不能加工;
- 只有简单形状的零件可以被粘接:板材,气缸;
- 翼板的厚度有限——小于2.5”(63毫米);
- 储存和使用爆炸物的安全和保障方面。
爆炸焊接用于制造复合管、压力容器、航空航天结构、热交换器、双金属滑动轴承、船舶结构、焊接过渡、耐腐蚀化学工艺罐。
扩散焊接(DFW)
扩散焊接是一种固态焊接工艺,在此过程中,压力施加在两个表面经过仔细清洁的工件上,温度升高,低于金属的熔点。材料的结合是界面原子相互扩散的结果。
为了保持粘结表面的清洁免受氧化物和其他空气污染,该过程通常在真空中进行。
扩散焊时工件无明显变形。
扩散焊接通常被称为固态焊接(SSW)。
扩散焊能够连接其他焊接工艺难以焊接的异种金属:
- 钢钨;
- 铌钢;
- 不锈钢到钛;
- 金铜合金。
扩散焊接应用于航空航天和火箭工业,电子,核应用,制造复合材料。
扩散焊的优点:
- 可以焊接不同的材料(金属,陶瓷,石墨,玻璃);
- 获得了高质量的焊缝(无气孔、夹杂物、化学偏析、变形)。
- 工件厚度无限制。
扩散焊的缺点:
- 过程耗时,生产率低;
- 焊接前需要进行非常彻底的表面处理;
- 配合面必须精确地相互配合;相对较高的初始设备投资。
超声波焊接(USW)
超声波焊接是一种固体焊接工艺,通过施加在焊接件上的压力,并应用高频声振动(超声波)使两个工件粘合在一起。
超声波振动引起零件之间的摩擦,使两个表面之间的接触更紧密,同时局部加热接触区域。在这些条件下形成的原子间键提供了牢固的连接。
超声波周期约1秒,声波振动频率在20 ~ 70 KHz。
焊接件的厚度受超声发生器功率的限制。
超声波焊接主要用于电子、通讯设备、医疗器械、手表、汽车等行业的小工件焊接。
超声波焊接的优点:
- 可以连接不同的金属;
- 工件表面变形极低;
- 获得了高质量的焊缝;
- 该工艺可集成到自动化生产线中;
- 操作者技能水平适中即可。
超声波焊接的缺点:
- 只有小而薄的部件可以焊接;
- 在超声振动提供的往复载荷作用下,工件和设备部件可能会疲劳;
- 工件可能会粘在铁砧上。
过程变化
- CW:工艺是在室温下进行的,使用高强度来产生大量变形(高达95%)的零件。表面需要脱脂和刮擦以获得良好的粘接特性。
- 冷压力点焊:用于使用适当形状的压痕工具进行钣金制造。
- 锻造焊接:将材料在锻炉或氧乙炔环燃烧器中加热。用手工工具和砧把热的材料锤在一起,形成固态焊接。通常与铁匠的行业有关,用于装饰和建筑工作。
- 热压粘接:用于电线与电路板的粘接,在低温高压下进行。
- USW:淬硬探针在接头表面引入一个小的静压和振荡振动,破坏表面的氧化物,通过摩擦和压力提高温度,以建立连接。也可以使用类似设备进行点焊。
- 超声波焊缝焊接(USEW):通过穿越接缝的滚轮传递的超声波振动。
- 超声波焊接:采用超声波探头,通过高频振荡进行局部加热。无需焊剂,但需要表面预镀锡。
- 超声波插入:用于将金属插入件插入塑料件中进行后续紧固操作。
- 超声波打桩:用于塑料的轻装配工作。
- FRW:被焊接的两个部件,一个固定,一个高速旋转(高达3000转/分),使它们的接合面接触。轴向压力和界面上的摩擦热在停止旋转和冷却时产生固态焊接。
- 搅拌摩擦焊:采用耐磨旋转工具,利用摩擦热使接头处的材料软化。
- EXW:利用爆炸电荷为覆层金属板提供能量,撞击基板金属板,产生塑性流动和固态结合。结合强度是由接缝面上的特征波形联锁得到的。也可用于管类应用。
- DFW:要连接的零件的表面在适当的负载和温度下,在受控的惰性气氛或真空中被连接在一起。结合界面处发生局部塑性变形和原子互扩散,一段时间后形成结合。
- 超塑性扩散焊接:可以将DFW与超塑性成形结合在一起,制造复杂的加工工艺。



Solidworks软件被许多印度制造公司使用。所以作为一个机械工程师需要知道这个软件的更新。非常感谢分享这篇博文。