螺纹滚压制造-介绍、原理
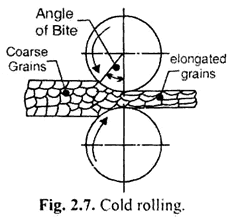
滚丝是一种冷成形工艺,在圆棒或线材上形成直螺纹或锥形螺纹。螺纹是形成在杆或丝与一对平面往复模具的每个行程(图)。

在另一种方法中,螺纹是用旋转模具成形的(图),生产速度高达每秒80个。典型的产品是螺钉、螺栓和类似的螺纹零件。根据模具设计,轧制螺纹的大直径可能大于也可能不大于加工螺纹(图),即与坯料直径相同。

滚丝工艺也能产生其他形状,如沟槽和各种齿轮形式,它被用于生产几乎所有螺纹紧固件的高生产率。滚丝工艺的优点是产生的螺纹具有良好的强度(由于冷加工)和没有任何材料损失(废料)。产生的表面光洁度非常光滑,并且在工件表面产生压缩残余应力,从而提高疲劳寿命。螺纹滚压优于其他螺纹制造方法,因为加工螺纹会穿过材料的晶粒流线,而滚压螺纹会产生晶粒流模式,从而提高螺纹的强度(图)。
正齿轮和斜齿轮可以通过类似于螺纹轧制的冷轧工艺生产。该工艺可以在实心圆柱毛坯或预先切割的齿轮上进行。齿轮冷轧在自动变速器和电动工具中有着广泛的应用。内螺纹滚压可以用无槽成形丝锥进行。这一操作类似于外螺纹滚制,它生产的内螺纹精度高,强度好
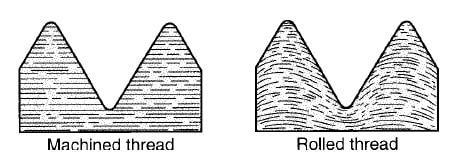

加工和轧制螺纹晶粒结构的区别

为了获得良好的表面光洁度和表面完整性,并最小化缺陷,润滑在滚丝操作中非常重要。润滑影响材料在变形过程中的变形方式,这是一个重要的考虑因素,因为可能会出现内部缺陷。通常由淬硬钢制成,由于其形状复杂,模具价格昂贵。它们通常不能重新磨碎后,他们是磨损。然而,有了适当的模具材料和准备,模具寿命可以达到数百万块。