表的内容
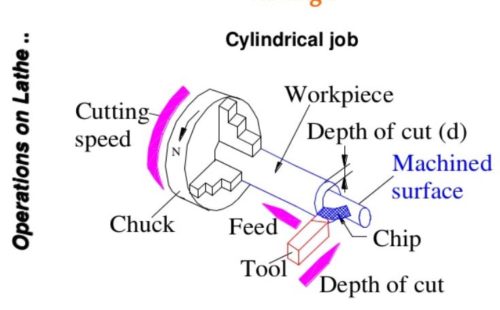
什么是切削速度,进给量,切削深度在机床
读完这篇文章后,你将了解切削速度、进给量和切削深度的概念。
切割速度:
切割速度被定义为工件在工具上移动的速度(通常以英尺/分钟为单位)。
用FPM表示的切削速度,不能与用RPM表示的车床主轴速度混淆。为了获得均匀的切削速度,对于小直径的工作场所,车床主轴必须旋转得快一些,对于大直径的工作场所,转动得慢一些。
对于一个给定的工作,适当的切削速度取决于被加工材料的硬度,刀具钻头的材料,以及需要多少进给量和切削深度。金属的切削速度通常用每分钟表面英尺来表示,用工件的周长来测量

切削速度计算:
切削速度是指刀具将金属从工件上去除的速度。在车床的情况下,机床的切削速度是经过刀具的工件的外围速度。它的单位是米/分钟。或毫米/分钟。
切割速度(V) = π DN/60 × 1000 mm/min
式中D =工件直径(mm)
N =工作的转数
切削速度取决于以下因素:
我,工具材料。
2工作材料。
3削减的深度。
四、几何的工具。
v.机床类型。
要求表面质量。
进给速率:
进给速率被定义为在零件旋转一圈期间工具所走的距离。切削速度和进给量决定了表面光洁度、功率要求和材料去除率。选择进给量和速度的首要因素是要切割的材料。然而,还应考虑刀具的材料,工件的刚度,车床的尺寸和条件,以及切削深度。对于大多数铝合金,在粗切(。010 to .020 inches depth of cut) run at 600 fpm. On a finishing cut (.002 to .010铜的深度T)以1000 fpm运行。要计算出合适的主轴转速,需要的切削速度除以工件的周长。用进料速度进行试验,以达到预期的精加工效果。在考虑切割深度时,重要的是要记住,每千分之一的切割深度,工作直径就减少了千分之二。
深度削减
切削深度是指刀具进入工件的距离。通常用千分之一英寸或毫米来测量。一般的机器惯例是使用5倍的进料速度切削深度,如粗切削不锈钢使用0.020英寸每转和0.100英寸的切削深度。这样直径就会减少0.200英寸。如果出现颤振痕迹或机器噪音,应减少切割深度。
它是每次使用刀具所去除的金属总量。它的单位是毫米。它可以变化,并取决于刀具和工作材料的类型。数学上,它是直径差的一半。
切割深度(t) = D-d/ 2mm
式中D =外径,(mm)
d =内径(mm)






好文章,谢谢分享这么有用的帖子。
无纺布制袋机
刨床的切割行程为500mm,在1秒内完成。规划表在行程的下一个250mm期间均匀加速,在行程的最后一个125mm期间均匀减速。找出最大切割速度。
你能告诉我什么来源吗?
谢谢你的这篇文章…