表的内容
什么是GMAW - 气体金属电弧焊接的基础
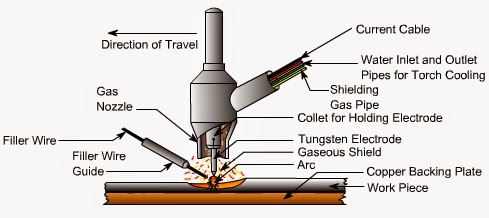
气体保护焊(GMAW)简介:
钨极氩弧焊的引入,使铝和不锈钢的焊接变得容易,获得了高质量的焊缝。然而,钨极氩弧焊是一个缓慢的过程,因此对高生产率的需求导致了气体保护焊(GMAW)的发展,该技术将钨极氩弧焊的非消耗性钨电极替换为一种直径小且成分与工作材料相容的消耗性填充丝。
研究还发现,由于工件上的移动阴极斑点,深度可以提供所需的清洗作用,从而工作更高效。因此,它不仅导致高沉积速率,而且也期望的电极极性。
通过采用GMAW过程,可以焊接电极线可获得的所有金属。正如最初的那样,该过程主要用于用惰性气体屏蔽焊接铝和不锈钢,其更普遍称为金属惰性气体(MIG)焊接。
然而,随后将该工艺推广到其他黑色金属和有色金属,导致了CO的使用2以及氩、氦、氧、氢、CO的混合物2等。当有限公司2单独用作保护气体,这个过程被称为CO2焊接。还有一个术语用来覆盖主动保护气体的使用是金属活性气体(MAG)焊接。尽管有这些术语,该过程的所有变体都被术语GMAW很好地涵盖了。
除了保护气体和相关的进料布置可能不同之外,所有这些工艺所使用的设备都是相似的。例如,在CO2不仅调节阀和流量计的焊接工艺与其他保护气体不同,它还需要一个加热安排,以避免堵塞气体出口在钢瓶,由于形成固体CO2称为“干冰”。

GMAW操作和技术:
设置开路电压、送丝速度和气体流量后,再使用GMAW焊枪进行焊接操作。该系统产生的焊接电流取决于不同参数的相互作用,这些参数包括送丝速度、电弧电压和电极凸度。电极突度是实现贯入一致性的重要参数,保持其恒定是至关重要的。
为了得到无缺陷的焊缝,应保持气体流速。如果气体流动是不足的多孔珠铺设,而过多的气体流量可能导致吹出金属从焊缝池。气体流量与喷嘴到工作距离有关;这个距离越长,保护熔融金属所需的气体流量就越大。铺设厚根槽和在密闭空间焊接需要小尺寸喷嘴。
工作连接的正确位置对于避免电弧吹焊是至关重要的,特别是对于焊接铁磁性材料,如钢。最好是在远离工作引线连接的方向进行焊接。
电极与工作的角度会影响珠的几何形状和结构。厚板一般采用反手焊接,厚板一般采用正手焊接。然而,正如前面指出的,如果要显著改变珠径,比如贯入,那么最好是操纵电参数,而不是单独操纵电极到工作的角度。
接触管在使用中会磨损,因此必须定期更换,以保持电极和管之间的良好电接触。一个松散的接触不仅会导致珠子形状的不一致,而且还会导致润滑油过热。根据应用的不同,接触管可以在气体喷嘴内、与之平齐或延伸到气体喷嘴之外。
为了确定合适的焊接参数,如电弧电压和送丝速度,通常需要铺设试焊焊缝。其他的变量,如电流上升的斜率或电感或两者都要调整,以实现容易起弧和平滑的电弧运行和最小飞溅。
电极运动可能是最后一个主要的操作员控制,以在GMAW中实现良好的质量焊接。最常用的电弧运动方法是拖曳或纵梁胎圈图案,其中枪在直线上移动而没有振荡。但是,在位置焊接拖动模式可能无法找到令人满意的。
在这种情况下,焊工必须根据自己的喜好操作焊枪;常用的模式有whip, C, U和lazy 8。前三种方法适用于焊接位置外的工作,特别是在水平、垂直和头顶位置操作焊缝池。一个懒惰的8模式给一个焊缝宽度3到7倍盖通过管道工作。
为了停止工作,常常需要收回焊枪,以便在运行结束时延长电弧,以达到适当的坑填充。
GMAW工艺的优点
如上所述,GMAW工艺可能是美国使用最广泛的工艺。这是由于几个优势。下面列出了其中的几个优势:
- 低成本设备-一个有爱好的焊工可以从一个著名的制造商,如林肯电气或ITW以低于600美元的价格得到一台焊机。再加上几美元的保护气体和mig电线,你焊接不到700美元。
- 低成本的消耗品在所有的工艺中,mig焊接的耗材成本最低。你可以从大卖场以每磅不到3美元的价格购买mig电线。或者你可以去当地的工业经销商那里以每磅2美元的价格买到。
- 高沉积速率——尤其是与粘焊相比。使用GMAW工艺,你可以每小时沉积近10磅(沉积焊缝金属)。
- 低氢存款-由于固体不像药芯导线和粘电极那样吸收水分,它一贯地沉积低水平的扩散氢焊缝。你可以通过阅读“为什么焊接裂纹”来了解更多这一点的重要性。
- 几乎可以焊接所有的金属——通过简单地改变填充线和有时的保护气体,你可以焊接从碳钢,不锈钢,镍合金和铝。
- 少量飞溅-通过选择正确的金属转移模式,可以实现低飞溅。喷焊和脉冲焊可以提供这种好处。
GMAW过程的局限性
- 对污染物敏感-该工艺只能处理低到中等水平的表面污染物,如铁锈、磨鳞、污垢、油和油漆。所有这些都有可能产生诸如孔隙度、熔合不完全、珠子外观不良甚至开裂等问题。
- 可移植性-移动焊接设备可能没有那么难,但你还必须处理包含保护气体的高压钢瓶。必须采取适当的措施。
- 敏感的风- mig焊的保护气体在室外焊接时很容易被吹走。即使在室内,一个风扇或低至每小时5英里的风就足以造成孔隙。
- 未焊透-由于在低电流下的焊接能力,该工艺在短路模式下运行时可能会缺乏熔合。确保你总是使用正确的程序的厚度材料,你正在焊接。美国焊接协会没有使用金属短路模式的预认证程序是有原因的。
- 公开的电弧过程-与大多数焊接工艺一样,GMAW呈现开路电弧。必须采取适当的措施保护焊工和旁观者免受有害紫外线的伤害。