表的内容
原子氢焊的工作原理、优点及应用
原子氢焊接
原子氢焊接是一种电弧焊和气焊相结合的焊接技术。它是一种热化学弧焊工艺,在这种工艺中,工件通过氢气流通过电焊机而获得的热量被连接在两个钨电极之间。
电弧为发生化学反应提供能量。在这个过程中,由于放热反应释放出更多的热量。在3400 - 4000°C的温度下,电弧有效地分解氢分子,并释放大量的热量重新结合。在没有电弧的情况下,氢氧炬只能达到2800℃,它是继二氰乙炔(4987℃)和氰(4525e℃)之后第三热的火焰,乙炔炬只能达到3300℃。这种装置叫做原子氢火炬
初生的氢火炬或朗缪尔火炬。这个过程也被称为电弧原子焊接。在焊接过程中,填充棒可以也可以不使用。
该焊枪产生的热量足以焊接3422°C的钨和大部分难熔金属。氢气既可作为加热元件,又可作为保护气体保护熔化的金属液不受氧化和碳、氮或其它物质的污染它会严重损害许多金属的性能。它消除了这个目的的通量。
被焊接工件或零件的电弧独立保持。的氢气通常是双原子(H2),但温度超过6000℃附近弧。当氢撞击一个相对较冷的表面时,它会重新结合成双原子释放与形成键有关的能量。AHW中的能量可以可通过改变电弧流与工件表面的距离来改变。这气体金属电弧焊工艺正在被取代,主要是因为气体金属电弧焊的可用性便宜的惰性气体。
在这个过程中,电弧是完全独立于工作或零件被焊接。功是电路的一部分,只有在电弧的一部分进来的情况下与工件接触时,工件和每个电极之间存在一个电压。
它不同于保护金属电弧焊,在保护金属电弧焊中电弧是独立于母材的使电极支架作为一种无电弧熄灭的移动装置。因此,热量输入到可通过人工控制焊缝,控制焊缝金属性能。
该过程有以下特点。
- 获得高热量浓度。
- 氢起防止氧化的作用。
- 可选用基体成分的填充金属。
- 它的大部分应用都可以通过MIG工艺来满足。因此,它。不常用。
原子氢焊接工作
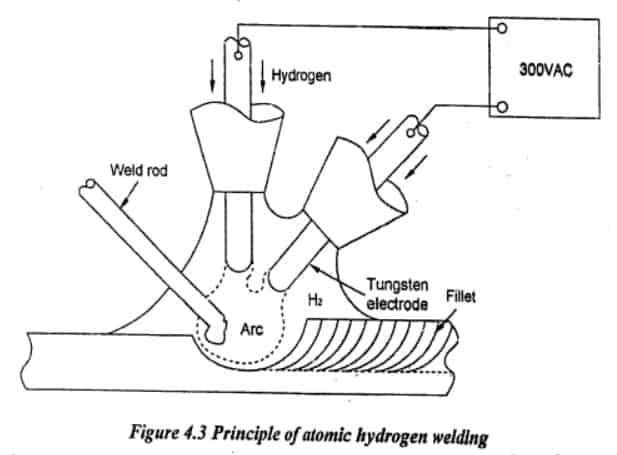
该设备由一个焊枪和两个倾斜的钨电极组成如图4.4所示,调整以保持稳定的弧度。环绕钨的环形喷嘴电极携带从气瓶中供应的氢气。交流电源比直流电源更适合,因为交流电会产生等量的热量可在两个电极上使用。需要一种开路电压为c.f 300 pi的变压器打击和维持电弧。

对工件进行清洗,以去除污垢、氧化物和其他杂质,以获得声音焊缝。接通氢气供应和焊接开关。一条弧线被击中让两个钨电极相互接触然后瞬间分开1.5毫米的小距离。因此,电弧仍然存在于两个电极之间。
当喷出的氢气通过电弧时,它就电离成原子通过吸收电弧提供的大量热量。
H2aBH + H = 422 kJ(吸热反应)
原子氢焊接的优点、局限性及应用
原子氢焊接的优点:
1.焊接过程更快。
2.在此过程中,产生了强烈的火焰,火焰可以集中在接头处。因此,更少的扭曲发生。
3.不需要单独的焊剂和保护气体或焊剂。氢包层本身可以防止金属和钨电极的氧化。它还降低了氮吸收的风险。
4.工件不构成电路的一部分。从而消除了打弧、维护弧柱等问题。
5.薄材料的焊接也是可能的,这可能不能成功地进行金属电弧焊。
6.工件不构成电路的一部分。电弧保持在两个钨电极之间,它可以很容易地移动到其他地方而不会熄灭。
原子氢焊接的局限性:
1.与其它工艺相比,焊接工位高。
2.焊接工艺仅限于平面位置。
3.该工艺不能用于沉积大量金属。
4.与金属弧焊或MIG焊相比,焊接速度要小。
原子氢焊接的应用::
1.这些焊接工艺用于焊接含钨、镍和钼的工具钢。
2.用于零件连接、硬堆焊和模具、工具的修补。
3.原子氢焊接用于不锈钢、有色金属和其他特殊合金需要快速焊接的地方。







