目录
缝焊,工作,优点和缺点
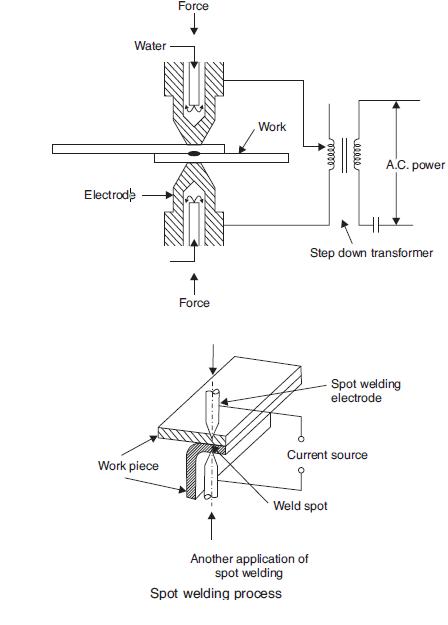
接缝焊接是电阻焊接过程,其中通过沿接头逐渐通过局部融合连接的重叠片,通过两个旋转圆形电极。融合是由于产生的热量而发生,从电流通过电流通过电极在压力下保持在一起的工作部件。

操作原理(程序)
a)将待焊工件清洗干净,适当重叠放置在两个圆形电极之间,通过电极力的压力将工件固定在一起。
b)接通冷却剂供应(在一些机器中,电极通过外部喷雾冷却;在其他情况下,电极通过在工作电极内部流动的制冷剂流体冷却。
c)打开电流供应。当施加第一电流脉冲时,功率驱动的圆形电极被设置在旋转中并且工作件稳定前进。
d)如果电流被熄灭并快速,则获得由重叠掘金组成的连续融合区。它被称为缝合焊接。
e)如果通过恒定和经常定时地中断焊接电流获得单独的点焊,则该过程称为卷(点)焊接。
缝焊的优点
- 它可以生产气密或液体紧密接头。
- 重叠可以小于斑点或投影焊缝。
- 可以生产几个平行接缝
焊缝焊接的缺点
- 与点焊装置相比,设备的成本高。
- 焊接只能沿着直线或均匀的弯曲线进行。
- 焊接厚度大于3毫米。
缝焊的应用:
它用于焊接不锈钢,钢合金,镍及其合金,镁合金等。