表的内容
液压成型机原理图,工作原理,优点
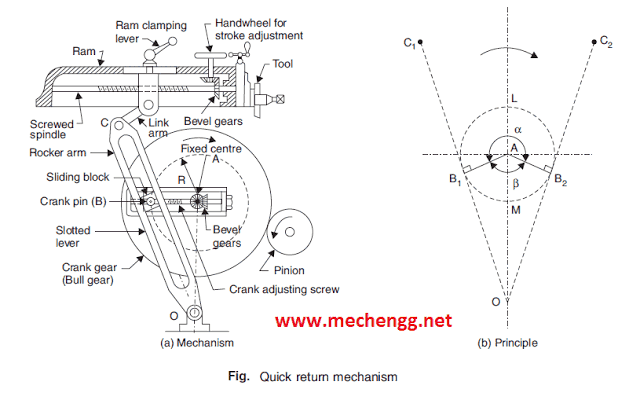
整形机采用单点切削工具。这种刀具在工件上作往复运动。在往复式冲程的一半,工具切割金属,在第二一半,工具返回到原来的位置。整形机不是生产机。广泛应用于机加工车间的工具间。
为了使成型机的滑枕产生往复运动,我们有两种选择:
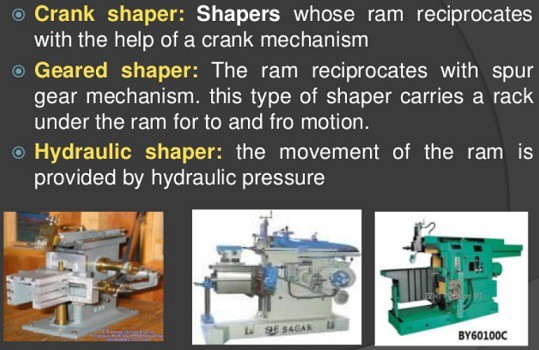
- 通过使用一个四杆机构(气缸、活塞、连杆、曲柄)由电机驱动。这种机器叫做机械成型机。
- 采用液压DA缸。这种机器叫做液压成型机。
图中所示为水平整形器的典型液压驱动。恒速电机驱动液压泵,液压泵以恒定压力将油输送到管道。调节阀使压力下的油交替进入活塞的两端,同时使活塞另一端的油返回到储液器中。
液压成型机图

液压成型机部分:
- 固定双作用气缸,固定在机器内存中
- spool-type直流阀,
- 阀芯轴行程调节杆
- 泵,
- 压力安全阀,
- 带过滤器的返回线,
- 石油储层。
液压成型机的工作原理:
活塞由油推动,并与承载工具的活塞相连。在脱扣犬和先导阀的帮助下,交替地将油送至活塞的两端。当滑枕移动并完成其行程(前进或返回)时,跳闸犬将跳闸操作调节阀的先导阀。调节阀会让油进入活塞的另一侧,然后滑块的运动就会逆转。很明显,滑枕冲程的长度将取决于t的位置,松开卡爪并移动到所需的位置。
上述系统是一个定压系统。由于油压作用在活塞上的面积比另一端更大,而另一端由于活塞杆的作用而减小,因此活塞的速度与油压成正比。将液压动力转换为机械动力,使工作通过工具进行。
液压整形机电路图

前进行程:
如图所示,泵通过直流阀和b口向双作动缸供油,活塞会用力从右向左运动,这是一个切割行程。在行程'行程改变杆的末端,将触碰可调止动器s1。

后行程:
当杠杆接触止动器s1时,阀芯向右移动,直流阀的流动方向如图所示改变。现在油正通过双作用油缸A口进入,位置将由左向右移动。在这个过程中,刀架稍微抬起和东西,没有金属切割的问题。再一次,挡板s2使杠杆停止,循环重复。

液压成型机的优点
- 不会发出任何噪音,并且操作非常安静
- 能够在不损坏工具或钻具的情况下对障碍物失速
- 当机器运行时,能够改变行程或速度的长度和位置
- 切割和回程速度在整个行程中几乎是恒定的。这允许刀具在切削行程中均匀地工作。
- 由于油缸另一端的缓冲作用,滑枕的倒转可以在没有任何冲击的情况下迅速完成。
- 提供了很大的灵活性的速度和饲料
- 安全阀确保适当的压力供应,避免机器超载。
- 通过减少翻转和返回冲程的时间,可以实现每分钟更多的冲程。
液压成型机的缺点:
- 液压成型机比机械成型机价格昂贵
- 在液压成型机中,切削行程的停止点可以根据工作材料提供的切削辅助而变化。
- 漏油是机床的一个主要问题。当泄漏量增加时,机组的容量降低,效率降低。
应用液压成型机:
- 生成直线和平面
- 使粗糙表面光滑
- 制作内部样条
- 制造齿轮齿
- 做燕尾滑轨
- 在滑轮或齿轮上制造键槽
更多的资源/文章