表的内容
电阻焊接原理|学习机械
电阻焊接原理
在古代,金属焊接的形式有锻焊(加热到熔点的金属被压在一起)和钎焊(用低熔点的合金焊接)。电阻焊接工艺是一种压力焊接工艺,在压力作用下,将大电流短时间通过待连接金属界面区域。换句话说,它可以被定义为“电阻焊接是一种热电过程,通过在精确控制的时间和压力下通过电流通过各部件,在将要连接的部件的界面产生热量”。
电阻焊接的各种类型如下:
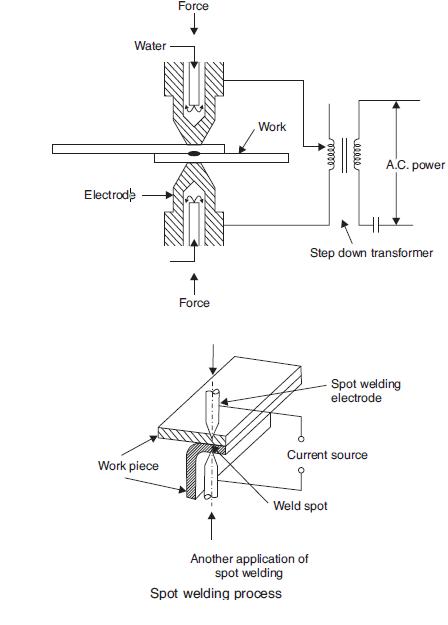
(a)点焊-
(b)缝焊
(c)凸焊
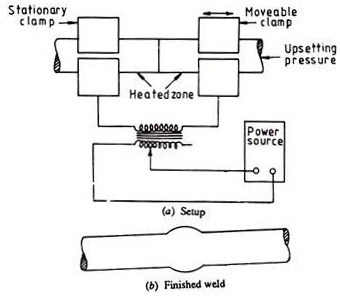
(d)电阻对接焊
(e)闪光对接焊。
(f)锻接。
阅读更多:电阻焊接类型| LearnMech
电阻焊接原理
“电阻”焊接的名称来源于工件和电极的电阻组合使用或对比使用,从而在它们的界面产生热量。热是由电流通过电阻电路而产生的。在局部区域产生的热量足以将金属加热到足够的温度,使零件可以通过施加压力连接起来。在电流流动之前、期间和之后施加的力迫使被加热的部件在一起,从而发生合并。压力需要贯穿整个焊接周期,以确保通过工作的连续电路。压力通过电极施加。压力由机械、液压或气动系统施加。
在电阻焊接中,要连接的部件通过其对电流流动的阻力加热到塑性状态,并施加机械压力来完成焊接。在这个过程中,如图2.1所示,在一个低电阻电路中有两个铜电极。当电流通过电极时,金属接头处的电阻变得非常高。因此,金属被置于炽热的塑料状态。现在,施加机械压力来完成焊接。电流产生的热量与焊缝的电阻成正比。
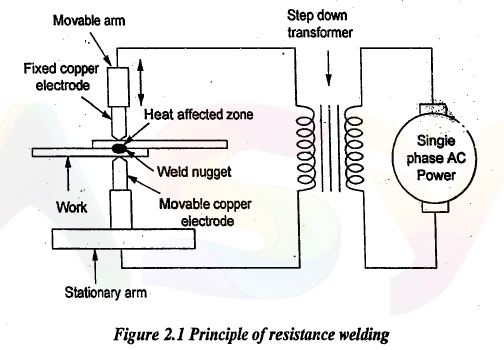
电源采用交流和合适的变压器。通常,根据待焊金属的成分、面积和厚度,使用4v到12v。电力供应范围从6到18千瓦每cm3面积使用。
电阻焊工艺与其他焊接工艺的不同之处在于不使用焊剂,很少使用钎料。所有电阻焊接操作都是自动的。因此,所有的过程变量都是预先设定并保持恒定的。电阻焊接设备利用程序来控制电流、时间周期、压力和运动。电阻焊的焊接程序可以变得相当复杂。鉴于此,焊接的质量并不取决于焊接操作人员的技能,而更多地取决于设备的正确设置和调整以及焊接程序的遵守。影响焊接质量的三个主要因素如下:
- 通过功的电流量
- 电极传递给工作的压力
- 电流流过功的时间。
电阻焊接过程的重要特点是,即使板的材料或厚度不同,也能将热量传递到被焊接的两部分以获得适当的熔合。
如果只存在适当的热平衡,则在较薄的片上提供一个接触面积较小的电极,在较厚的片上提供一个较厚的电极,并在短时间内提供非常高的电流密度,就可以获得适当的熔合。如果两种导电率或导热率不同的金属要结合,
1.电导率高的电极应采用大接触面积的电极
2.热导率高的电极应采用小接触面积的电极。