薄板轧机-主要六种类型的轧机
薄板轧机介绍:
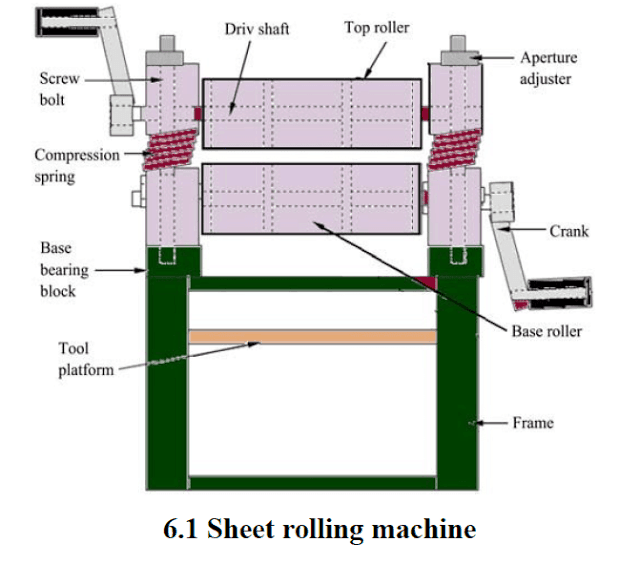
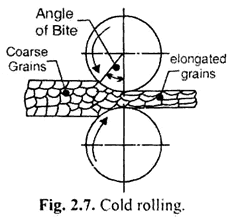
在这个加工过程中,金属和合金被压在两个转动的轧辊之间塑性变形成半成品或成品。金属最初被推入两个轧辊之间的空间,然后一旦轧辊“咬”到材料的边缘,材料就会被轧辊表面和材料之间的摩擦拉进去。当材料被轧辊挤压(并拉着前进)时,它受到很高的压缩力。这是一种对散装物料进行处理的过程,在此过程中,物料的横截面减小,长度增加。最终的截面是由轧辊表面的压痕决定的,材料通过轧辊表面并被压入轧辊表面。

阅读更多:轧制机械的轧制术语介绍
以下六种类型的薄板轧机通常用于轧制金属:
1.二辊轧机
2.三辊式轧机
3.四辊轧机
4.集群机
5.Multi-High轧机
6.万能轧机。

1型。二辊轧机:
二辊轧机由一个两辊机架组成,机架上有两个水平的轧辊,两个轧辊正好压在另一个轧辊上。在这种轧机中,一个或两个轧辊是可调的。在它的工作中,金属在两个以相同速度但方向相反旋转的轧辊之间通过。
每过一次,方向就会反过来。金属件翻转90°,保持截面均匀,晶粒细。要将钢锭转变成钢锭需要近25-30道工序。二辊轧机的布置如图(a)所示。
2型。三辊式轧机:
三辊轧机由一个三辊机架组成,机架上有三个辊,放置在一个垂直平面上。上、下辊向同一方向转动,中辊向相反方向转动。
它是用于轧制的两个连续通过在滚动序列不可逆的驱动。比二辊轧机产量高。它的制造成本更低。三辊轧机的布置如图(b)所示。
类型3。四辊轧机:
四辊轧机由四个辊组成,其中两个为工作辊(直径小),另外两个为支承辊(直径大)。所述四个滚轮在一个垂直面内彼此上方。而且,备用轧辊的直径总是比工作轧辊的直径大。
这种类型的轧机用于薄板轧制。为了降低轧辊上金属的轧制力(F)和功率要求,建议轧辊设计尽可能小。如果单独使用这种小直径的轧辊,会产生弯曲,导致板材沿宽度的厚度分布不均匀。由于这个原因,另一对两个备份辊是用来减少弯曲和偏转的小工作辊。四辊轧机的布置如图(c)所示。
类型4。集群机:
群集式轧机由两个工作辊和四个或更多的支承辊组成。支撑辊或支撑辊的数量取决于工作辊(小直径)所需的支撑量。机组轧机一般用于冷轧作业。簇磨机的布置如图(d)所示。
类型5。Multi-High轧机:
多辊轧机由两个小直径工作辊、一排中间传动辊和一个支承辊组成。这种安排包括一组12或20轧辊,导致整个轧辊系统的异常刚性。
多辊轧机特别用于制造厚度在0.01毫米左右、宽度在2000毫米以下的极薄薄板。在这种情况下,工作辊必须有非常小的直径,通常10毫米至30毫米。
这样小直径的工作辊使驱动器实际上是不可能的。因此,它们通过中间一排驱动辊的摩擦来驱动,而中间一排驱动辊又由后备辊支撑。多辊轧机的布置如图(e)所示。
类型6。万能轧机:
万能轧机由两个立辊和两个水平辊组成。所述垂直辊为空转,并设置在垂直平面内水平辊的轴承座之间。万能轧机用于从钢锭中生产坯料和轧制宽法兰h型梁。万能轧机的布置如图(f)所示。