表的内容
拔管-类型,沉管,用芯棒拔管
拔管工艺
拔管的过程类似于拉丝。通常采用拉杆来获得如图所示的直管

拔管的目的可以是下列任何一种:
(i)只调节外径。
(ii)调节外径,使内径表面光洁度良好。内径可能无法调节。
(iii)调节外径和内径。
(iv)大幅减少管的厚度。
拔管工艺类型:
为了实现上述目标,采用了四种不同的拔管工艺。如图所示。除了这些工艺,拉拔管也可以通过辊模进行,在这种情况下,模具摩擦大大减少。

1.管下沉:
在这个过程中,管子被简单的拉过模具,如图所示。外径由模具直径调节,而内径和管子的厚度没有调节。内径的表面光洁度也不好。在拉拔过程中,管的厚度通常会发生变化。
当t/R(初始厚度与初始外半径之比)小于0.33时,管材在拉伸过程中会变厚。t/R大于0.33的管子在拉伸时变薄。当t/R = 0.33时,管的厚度变化可以忽略不计。
为了通过模具将管的前端穿线,行业中许多人仍然遵循着锤击前端的老做法,因此至少浪费了200毫米长的管。在现代实践中,前端是由指向机器指向的,从而最大限度地减少浪费。夹持器的设计也可以最大限度地减少末端损耗。
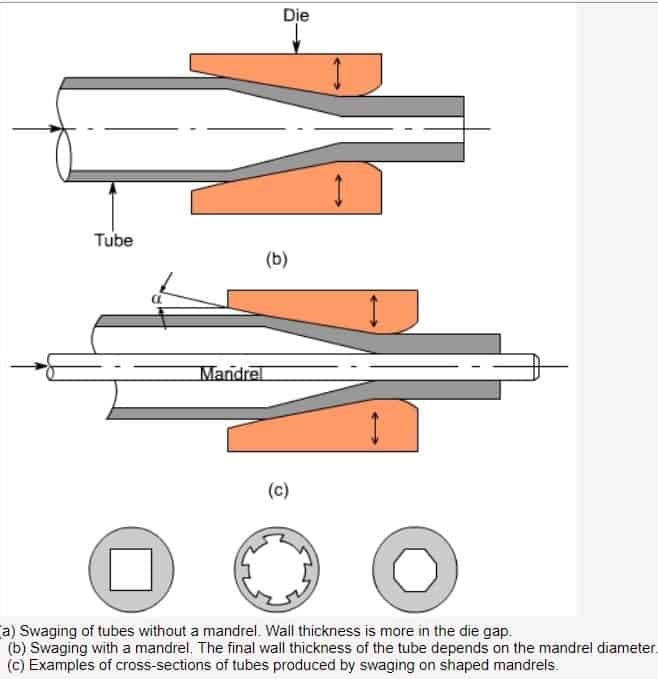
2.浮动芯棒拔管:
用浮动芯棒拉拔管的过程如图所示。芯棒相对于模具的位置由管材料施加在芯棒上的法向力和切向力来调节。
摩擦力趋向于将芯棒拉入模具,而法向力则试图将芯棒推出。如果芯棒移动到模具,管的厚度减少,因此正常反力增加,这也增加了摩擦力。心轴的位置是力的轴向分量是平衡的。
由于芯棒的位置没有外部控制,当摩擦条件发生变化时,芯棒的位置会发生变化,从而导致管厚发生变化。芯轴的外表面形状可以设计成使芯轴根据所需的管厚调整其位置。
3.固定芯棒拔管:
过程如图所示。管子通过模具和芯轴拉出。芯轴的位置可以通过附在其后端的杆来调整,以改变管的厚度和内径。外径由模具直径决定。
两种表面的表面质量,内部和外部得到改善。由于钢管厚度的额外变形以及钢管和芯轴之间的摩擦力,所需要的拉力肯定比钢管下沉时的拉力要大。
4.动芯棒拔管:
过程如图所示。圆柱形芯轴和管子通过模具拉在一起。这种工艺通常用于减少管的厚度。由于管的横截面面积向入口方向增大,当芯棒在出口与管的速度相等时,管的速度减小。
因此,在变形区芯棒的移动速度要快于筒体。管子和芯棒之间的摩擦力将管子拉入模具内部,而管子和模具之间的摩擦应力作用相反的方向。
作用在芯棒和模具接触面上的摩擦力有相互抵消的趋势。这导致拉拔应力净下降。因此,这种工艺的最大厚度减少可能高于其他拔管工艺。