表的内容
什么是模锻工艺-模锻机的工作方式
什么是模锻操作:
模锻是成型模锻件的动作导向过程。模子是一种通过弯曲或整形将物体的形状转换成所需形状的成形工具。模锻在金属加工领域被称为冶金,用于各种各样的目的。作为一个名词,swaging可以通过压力或锤击将一块金属变成所需的形状。模压的结果是取一个物体,给它一个脊,槽或一些形状的模具。这个过程可以改变杆、软管和/或管道的直径。模锻的例子包括管道、软管接头和装饰金属制品。想想任何数量的金属家具件,你可以注意到锻制过程是如何正确地将金属塑造成这些所需的形状的。一个恰当的例子涉及椅子或其他家具腿上使用的脚轮。看看你办公室的会议室,你会注意到那张漂亮的银色咖啡桌,它有着古色古香的弧形桌腿。 Those legs were created using the process of swaging.
类型的模锻
可分为内模、外模、组合模或双模。
内部型锻可为软管材料提供抓地力,并可用于改善管道或软管的流动面积。事实上,这种形式的压模增加了可适用物品的尺寸,并在降低细菌在软管或管道末端积聚的风险方面发挥了关键作用。它还有助于减少湍流提供一个坚实的机械粘附性和粘合。
外部型锻,顾名思义,是与内锻相反的。
结合型锻类似于外锻,除了它涉及到焊接的末端在一起。它也被认为比外部模锻更具有成本效益。组合模压涉及压缩物品的大小以适应目的。
双型锻使用内部和外部模压,涉及压缩的两个方面相同的数量。
模锻过程:
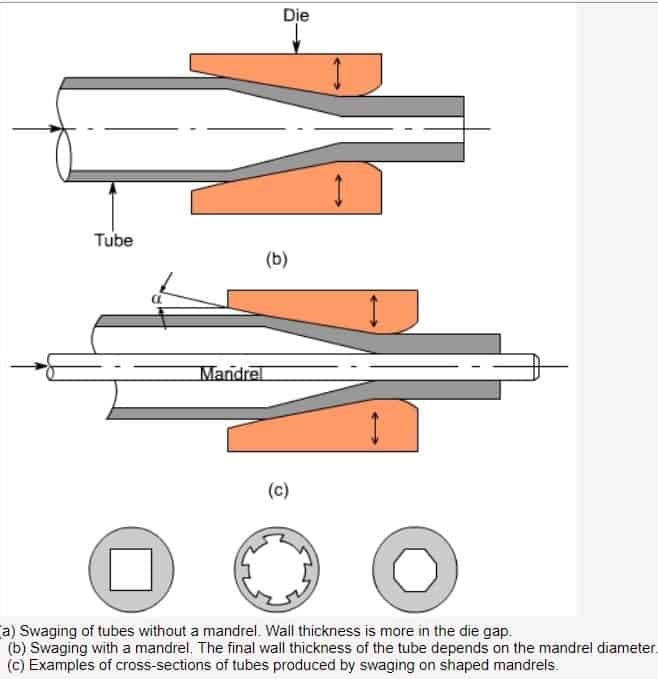
在这一过程中,杆或管的直径是通过强迫它进入一个限制模具缩小。一套往复模具提供径向冲击,使金属向内流动,获得模腔的形式。模具运动可以是进出式或回转式。后一种类型是在保持架中的一组滚子的帮助下获得的,其作用类似于滚子轴承。工件静止不动,模具旋转,模具以每秒10 - 20个冲程的速度撞击工件。
在管件锻制中,可以通过使用内芯棒来控制管的厚度和/或内径。对于小直径油管,可以用细杆作芯棒;甚至内成形管也可以用成形芯棒锻制。
这个过程是多才多艺的。可锻件的最大直径限制在150 mm左右;直径小至0.5毫米的工件已被模压成型。根据零件形状的复杂程度和所采用的零件处理方式,生产速度可高达每分钟30个零件。
模压成形的零件公差在±0.05 mm ~±0.5 mm范围内,提高了机械性能。使用润滑油有助于获得更好的工作表面光洁度和更长的模具寿命。钨、钼等材料通常在高温下锻制,因为它们在室温下的延展性很低。热锻也用于形成长或陡的锥度,以及大量的压下。
锻压是一项噪音很大的作业。然而,噪音的水平可以通过适当安装机器或使用外壳来降低。
典型的应用
- 用于封管,生产锥度,夹紧和分段步骤
- 许多节类型可能是平行或锥形
- 工具轴
- 拳
- 凿子
- 处理
- 排气管
- 电缆组件
- 建筑工作
设计方面
- 复杂度相当高。圆形,正方形,矩形和多边形部分可能平行或锥形。样条曲线和轮廓曲面也是可能的。
- 可以打洞,但只能通过零件的长度。
- 不能进行反切或插入。
- 吃水角度范围0-3.5°。
- 最小截面=2.5 mm。
- 最大截面=50毫米。
- 最小固体直径=Ø2.5 mm。
- 最大固体直径=Ø150 mm。
- 最大管径=Ø350 mm。
- 最小长度=1.5毫米。
- 最大长度= 250mm。