表的内容
热处理问题-热处理缺陷
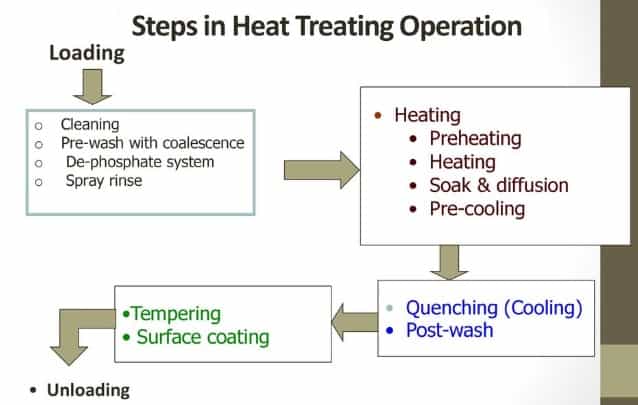
钢热处理后的主要缺陷及消除措施:
1.过热:
显微组织粗晶,断裂。延展性降低,特别是冲击强度降低
原因:
在远高于正常值的温度下加热较长时间。
预防:
i.对于轻微过热,使用正常退火和正火。
2过热严重时,使用双重退火或正火;首先在AC温度下退火或正火3.+ 100°C至150°C,常温第二。
2.燃烧颗粒边界:
他们有:
i.富碳区-燃烧的第一阶段。
2非氧化腔和吹孔-第二阶段。
3氧化铁夹杂物-第三阶段。呈石样断裂,延展性低。
原因:
在接近熔点的氧化气氛中,在高温下长时间加热。
预防:
第一阶段使用均质,然后是双重退火。
第二阶段使用锻造,然后退火。
第三阶段——缺陷无法补救。

3.氧化:
钢制品表面有一层厚厚的水垢。
原因:
加热炉内氧化气氛。
预防:
i.在还原、中性或保护性气氛的熔炉中加热。
2用用过的渗碳剂或铸铁片在盒子里加热。
3在熔化的盐浴中加热。
4.Decarburisation:
物品表层碳的损失。淬火后硬度低,疲劳极限低。
原因:
加热炉内氧化气氛。
预防:
避免措施与序号3相同。
更正:
如果机加工允许,将脱碳层机加工掉。
5.热加工退火钢的超硬度:
原因:
普通退火冷却速度过快或等温退火保温时间不足。
更正:
以规定的速率重复退火。
6.黑骨折:
钢中的石墨夹杂物。
原因:
加热时间过长,退火后冷却缓慢。
更正:
把钢加热到高温,然后彻底锻造。
7.淬火裂纹:
通常出现在晶界,呈锯齿状。裂纹可以是外部的,也可以是内部的。
原因:
(i)由马氏体相变引起的低温体积变化引起的内应力。
(ii)马氏体相变不是同时发生在整个淬火过程中。
预防:
这个缺点是无法改正的。可以通过以下方法预防:
i.在设计文章时,避免尖锐的投影、尖角和从厚到薄的突然过渡。
2工件在硬化前应无应力;应通过退火来消除应力。
3加热到最低稳定温度,用于硬化。
在马氏体范围内缓慢冷却(采用断续淬火、油淬火和马氏体回火)。
诉使用等温淬火。
vi.淬火后应立即回火。
8.硬化后的变形和体积变化:
原因:
由于马氏体相变,钢的体积增大。钢的淬透性越高,因淬火而产生的变形就越严重。
预防:
使用合金钢,只有轻微变形的硬化。
2在马氏体范围内缓慢冷却。
3如果可能的话,使用表面硬化。
9.扭曲:
淬火时工件不对称变形。
原因:
i.冷却(或加热)时的体积变化。
2物品加热或冷却不均匀。
3内应力在加热前的文章。
4 .将工件倾斜地放入淬火槽中。
预防:
a.使用仅因淬火而略微变形的合金钢。
在马氏体范围内缓慢冷却。
c.尽可能进行表面硬化。
更正:
淬火前,在高温下退火、正火或回火。
2加热均匀以硬化。
3淬火时尽可能均匀淬火。
iv.将物品放入淬火槽时,应保持适当位置。
使用专用淬火夹具。缺陷可以通过矫正或磨削来纠正。
10.淬火后硬度不足:
原因:
i.硬化温度过低。
2在硬化温度下保温时间不足。
3冷却速率过低。
更正:
缺陷可以通过正火或退火,然后按照适当的规定程序进行淬火来纠正。
11.弱点:
硬化件表面硬度较低的区域。
原因:
蒸汽在淬火物品表面积聚(形成气泡),降低了这些地方的冷却速度。
2局部decarburisation。
3钢凝固过程中初始组织的不均匀性。
预防:
i.使用更有效的冷却介质。
2在硬化前通过退火或正火获得更均匀的结构。
3防止在加热时脱碳。
12.回火后硬度过高:
原因:
回火温度低或保温时间不足。
更正:
通过适当的温度和保温时间进行二次回火修正。
13.回火后硬度不足:
原因:
回火温度过高。
更正:
在常温下退火,再硬化和回火。
14.物品表面腐蚀点蚀或槽型破坏:
原因:
在熔盐浴中加热:
(一)硫磺盐含量高;
2巴斯变得富含氧或氧化铁,
3火焰炉加热-不均匀结垢。
预防:
i.仔细控制盐的成分。
2去氧浴。
3在火焰炉中加热时,应消除氧化气氛。